8.2.1 General概述
8.2.1.1 The vendor shall keep the following data available for at least 20 years:
卖方应该保留如下数据20年:
a) necessary or specified certification of materials, such as mill test reports;
必要的或指定的材料证明,如工厂测试报告;
b) test data and results to verify that the requirements of the specification have been met;
测试数据和结果,以验证是否符合规范要求;
c) if specified, details of all repairs and records of all heat treatment performed as part of a repair procedure;
如果有规定,所有维修的详细情况,和进行的所有热处理的记录作为维修程序的一部分;
d) results of quality control tests and inspections;
质量控制测试和检验的结果;
e) as-built running clearances;
最终运行间隙;
f) other data specified by the purchaser or required by applicable codes and regulations (see L.3.1 and L.3.2).
买方要求的或适用规范和规定要求的其他数据(见 L.3.1 和 L.3.2)。
8.2.1.2 Pressure-containing parts shall not be painted until the specified inspection and testing of the parts is complete.
在完成规定的检查和试验之前,不得对承压部件进行喷漆。
8.2.1.3 In addition to the requirements of 6.12.1.6, the purchaser may specify the following:
除 6.12.1.6 的要求外,买方还可指定以下内容:
a) parts that shall be subjected to surface and subsurface examinations;
应进行表面和近表面检查的部件;
b) type of examination required, such as magnetic particle (MT), liquid penetrant (PT), radiographic (RT), and ultrasonic (UT) examinations.
所需的检查类型,如磁粉 (MT)、液体渗透 (PT)、射线 (RT) 和超声波 (UT) 检查。
8.2.1.4 All preliminary running tests and mechanical checks shall be completed by the vendor before the purchaser's final inspection.
所有初步运行试验和机械检查均应在买方最终检验之前由卖方完成。
8.2.2 Pressure Casing and Process Piping Materials Inspection
承压壳体和工艺管道材料检查
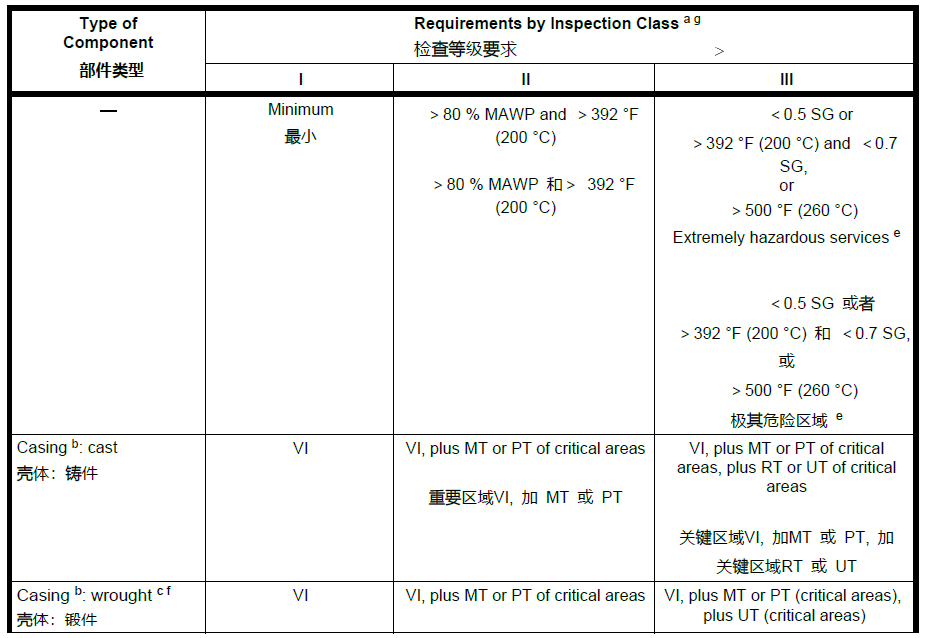
8.2.2.1 Unless otherwise specified, pressure casing and process piping materials shall be inspected in accordance with the requirements of Table 14.
除非另有规定,承压壳体和工艺管道材料必须按照表 14 的要求进行检查。
NOTE Although the pump is designed to meet specific pressure and temperature requirements and the casing is hydrostatically tested in accordance with the requirements of this standard, this alone does not guarantee that the material is of a suitable quality for the service. Casting quality can be affected by considerable variations in material processing. Material standards, such as ASTM, provide minimum requirements for the material itself, but castings can be subject to areas of shrinkage, gas porosity, hot tears, sand inclusions, improper weld repairs, etc. In addition, some materials are prone to grain boundary tears or cracks that can propagate under in-service stresses caused by temperature, pressure, vibration, and pipe strain.
注:虽然泵的设计符合特定的压力和温度要求,并且泵壳也按照本标准的要求进行了静水压测试,但仅此并不能保证材料的质量符合使用要求。材料加工过程中的巨大差异会影响铸件质量。材料标准(如 ASTM)规定了材料本身的最低要求,但铸件可能会出现缩孔、气孔、热裂纹、夹砂、焊接修补不当等问题。此外,有些材料容易出现晶间裂纹或裂缝,这些裂纹或裂缝会在温度、压力、振动和管道应力的作用下扩展。
::: tip
解释:水压试验作为检查承压件质量的唯一手段,需要配合无损检测。
:::
8.2.2.2 For double-casing pumps, the outer casing pressure/temperature shall be used to determine the inspection class of the outer casting (see 8.2.2.1). The inner casing shall be inspected to Class I (Table 14).
对于双壳体泵,必须用外壳体压力/温度来确定外铸件的检查等级(见 8.2.2.1)。内壳的检查等级应为 I 级(表 14)。
::: tip
解释:双壳体泵,内壳因为不承压只需要检查等级I级就行。
:::
8.2.2.3 The timing of the inspections required by Table 14 shall be as follows.
表 14 所要求的检查时间安排如下。
8.2.2.3.1 VI/MT/PT shall be performed after final heat treatment in the proof (rough) machined condition. In the proof (rough) machined condition, an additional amount of material remains on areas where machining to critical dimensions and tolerances is required. The additional amount of material removed shall not exceed
0.040 in. (1 mm) material stock or 5 % of minimum allowable wall thickness, whichever is less.
VI/MT/PT应在最终热处理后的(粗加工)状态下进行。在(粗加工)状态下,需要加工至关键尺寸和公差的区域仍会残留一定量的额外材料。去除的额外材料量不得超过0.040 英寸(1 毫米)的材料存量或最小允许壁厚的 5%,以较小者为准。
::: tip
解释:proof(rough)machined condition就是粗加工状态。
:::
8.2.2.3.2 RT/UT of castings shall be performed after final heat treatment.
铸件的 RT/UT 应在最终热处理后进行。
::: tip
解释:对于焊缝来说就不一样了,焊缝要求焊接后铲除表面,立马进行无损检测(PT或者MT),然后热处理后再进行一次。
:::
8.2.2.3.3 RT of welds and UT of wrought material and welds shall be performed after final heat treatment. UT of wrought material shall be performed prior to any machining operations that can interfere with the UT examination.
焊缝的 RT 和锻造材料及焊缝的 UT 必须在最终热处理后进行。 锻造材料的 UT 必须在可能干扰 UT 检测的任何机加工操作之前进行。
8.2.2.4 Where the configuration of a casting makes radiography impossible, radiographic examination may be replaced by ultrasonic testing.
如果铸件的构造导致无法进行射线检测,可以用超声波检测代替射线检测。
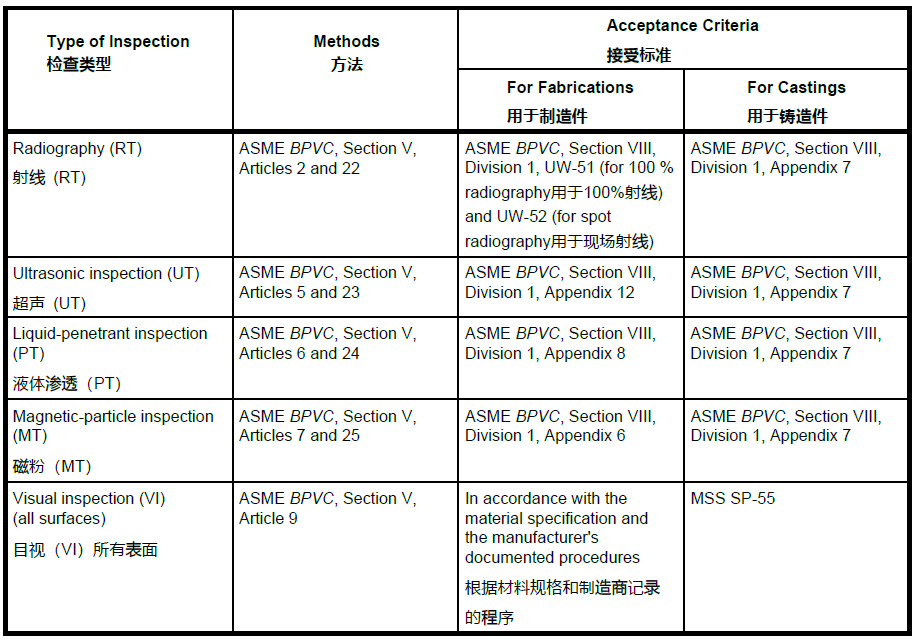
8.2.2.5 Unless otherwise specified, inspection methods and acceptance criteria shall be in accordance with those in Table 15 as required by the material specification. If additional RT, UT, MT, or PT examination of the welds or materials is specified by the purchaser, the methods and acceptance criteria shall also be in accordance with the standards shown in Table 15. Alternative standards may be proposed by the vendor or specified by the purchaser. The welding and material inspection data sheet in Annex N may be used for this purpose.
除非另有规定,检查方法和验收标准应符合表 15 中材料规格的要求。若买方指定对焊缝或材料进行额外的 RT、UT、MT 或 PT 检验,则其方法和验收标准也应符合表 15 所列标准。其他标准可由卖方提出或由买方指定。附件 N 中的焊接和材料检验数据表可用于此目的。
8.2.2.6 If specified, the purchaser may inspect for cleanliness of the equipment and all piping and appurtenances furnished by or through the vendor before assembly.
如果有规定,买方可在组装前检查卖方提供的设备和所有管道及附属装置的清洁度(设备由卖方提供或通过卖方提供的)。
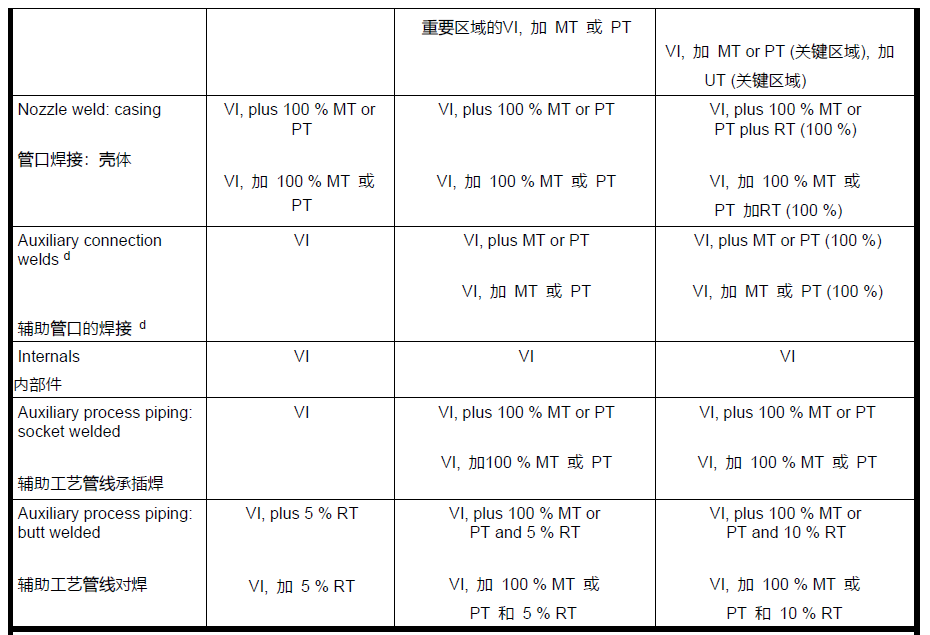
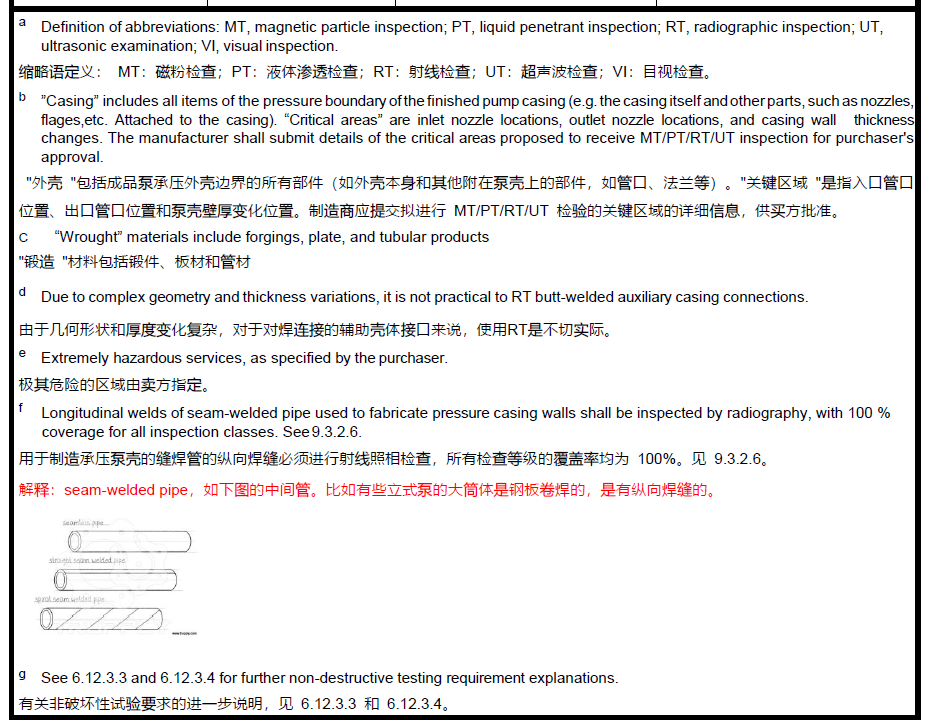
==Table 14 Pressure Casing and Process Piping Material Inspection Requirements==
==表14—承压壳体和工艺管道材料检查要求==
::: tip
解释:下表很重要,根据危险情况检查等级分为了I,II和III级。本章节内容还要结合着第6.12节的material中的焊接,铸造章节一起看
:::
8.2.2.7 If specified, the hardness of parts, welds and heat-affected zones shall be verified as being within the allowable values by testing. The method, extent, documentation, and witnessing of the testing shall be agreed upon by the purchaser and the vendor.
如有规定,应通过试验验证部件、焊缝和热影响区的硬度是否在允许值范围内。测试的方法、范围、记录和试验的见证须由买方和卖方商定。
8.2.2.8 If specified, pressure boundary parts of alloy materials shall be subject to positive material identification (PMI) using recognized testing methods, instrumentation, and standards. The purchaser and vendor shall agree on the specific parts tested, procedures used, and acceptance criteria. Only techniques providing quantitative results shall be used. Mill test reports, material composition certificates, visual stamps, or markings shall not be considered substitutes for PMI testing.
如果有规定,对于合金材料的承压部件,必须使用公认的测试方法、仪器和标准进行材料正向检测(PMI)。买方与卖方须就测试的具体部件、所用程序及验收标准达成一致。只能使用提供定量结果的技术。材料测试报告、材料成分证书、目视印章或标记不得被视为 PMI 测试的替代品。
::: tip
解释:PMI:是一种快速且无损的测试(NDT)方法,用于验证金属和合金的化学成分。现在的PMI大多采用手持式设备,非常方便,可以抖音搜索PMI。
:::
NOTE PMI is not available to differentiate between grades of carbon steels.
注: PMI 无法区分碳钢的等级。
==Table 15 Materials Inspection Standards==
==表15—材料检查标准==