7.4.1 Single-piece baseplates designed for grouting shall be furnished for horizontal pumps. The purchaser shall specify the type and options as follows:
卧式泵应配备用于灌浆的单个底座。买方应指定以下类型和选项:
- a) a flat deck plate with a sloped gutter drain that protrudes beyond the side rail flange and surrounds the entire baseplate (Figure 37);
带有倾斜排水沟的平板,排水沟突出于侧栏凸缘,环绕整个底座(图 37);
 ==Figure 37 Flat Deck Plate with Sloping Gutter Drain==
==图37—带有倾斜排水沟的平板底座==
==Figure 37 Flat Deck Plate with Sloping Gutter Drain==
==图37—带有倾斜排水沟的平板底座==
::: tip
解释:附图如下
 :::
:::
- b) a sloped full deck plate, mounted between the side rails, which extends under the pump and drives train components (Figure 38);
安装在侧边之间的倾斜全甲板,延伸至泵和传动机构部件下方(图 38);
::: tip
解释:这就时传统的全集液式底座
:::
 ==Figure 38 Sloped Full Deck Plate==
==全倾斜集液底板==
==Figure 38 Sloped Full Deck Plate==
==全倾斜集液底板==
- c) a sloped partial deck plate, mounted between the side rails, which extends only under the pump and coupling (Figure 39);
安装在侧边之间的倾斜部分甲板,仅延伸至泵和联轴器下方(图 39);
::: tip
解释:半集液式
:::
 ==Figure 39 Sloped Partial Deck Plate==
==图39—部分倾斜底板==
==Figure 39 Sloped Partial Deck Plate==
==图39—部分倾斜底板==
::: tip
解释:部分倾斜集液底座(半集液式)如下
 :::
:::
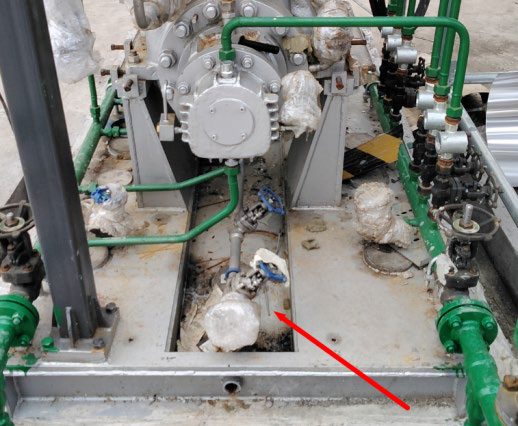
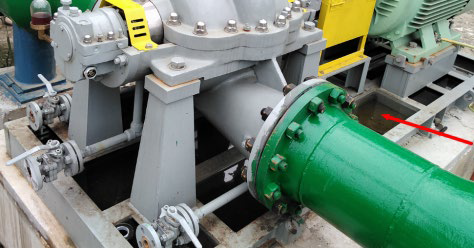
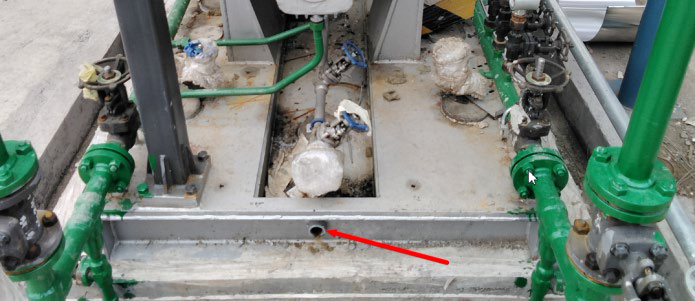
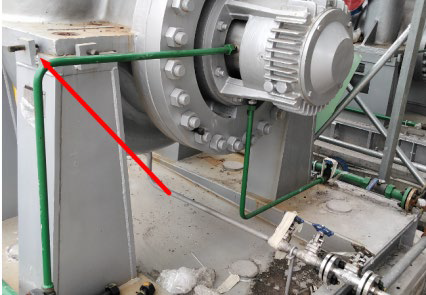
- d) an open deck version of the above with no deck/top plate (this type may require increased structure to support the pump and nozzle loads);
无甲板/顶板的开放式顶板(这种类型可能需要增加结构,以承受泵和管口的负荷);
::: tip
解释:无顶板钢底座,下图红色箭头处。
 :::
:::
- e) a nongrouted baseplate of one of the versions above where the baseplate and pedestal support assembly shall be sufficiently rigid to be mounted without a grout fill, but with uniform support along the side rails of the baseplate;
属于上述版本之一的无灌浆底底座,底座和基座支撑组件应具有足够的刚度,无需灌浆填充即可安装,但沿底座侧轨应具有统一的支撑;
::: tip
解释:这里所说的无灌浆底座,是说底座不灌浆安装,如底座安装在钢结构上。
:::
- f) a nongrouted baseplate as in Item e) with a gimbal mount, three-point mount, anti-vibration mount (AVM) spring mount, or other type of mount. Due to distance between supports, such baseplate types require a significantly stiffer and heavier structure to minimize deflections from nozzle loads, driver torque, and other loads.
如 e)项中的非灌浆底座,带有万向支架、三点支架、防震支架 (AVM) 弹簧支架或其他类型的支架。由于支撑件之间的距离,此类底座需要更硬更重的结构,以尽量减少管口载荷、驱动器扭矩和其他负载造成的变形。
::: tip
解释:非常规安装的底座,需要底座有更好的强度和刚度。
:::
NOTE The figures above (Figure 37, Figure 38, and Figure 39) are intended to clarify only the conceptual design of the deck plate and not the way it has to be supported by cross members.
注:上图(图 37、图 38 和图 39)仅用于说明顶板的概念设计,而不是顶板必须由横梁支撑的方式。
7.4.2 The slope of either the gutter or deck plate shall be at least 1 in 120 toward the pump end and shall terminate in a tapped drain connection of at least NPS 2 (DN 50). The bottom of the connection shall be located sufficiently below the bottom of the rim or the deck to affect complete drainage.
排水沟或顶板的坡度应至少为 1 英寸 120的坡度,朝向泵端,并以一个至少为 NPS 2(DN 50)的带螺纹排水接口为终点。接口的底部应充分低于边缘或甲板的底部,方便完全排水。
::: tip
解释:排水口,DN50
 :::
:::
7.4.3 The baseplate shall extend under the pump and drive-train components so that any leakage is contained within the baseplate. To minimize accidental damage to components, all pipe joints and pipe flange faces, including pump suction and discharge flanges, shall be within the drain collection area. All other projections of the equipment supplied shall fall within the maximum perimeter of the baseplate. Oversized junction boxes may overhang the perimeter of the baseplate.
底座应延伸至泵和传动系统组件的下方,以便将任何泄漏都控制在底座范围内。为尽量减少对部件的意外损坏,所有管口接管和管道法兰面,包括泵的吸入和排出法兰,均应位于集液收集区内。所提供设备的投影部分均应位于底座的最大周长范围内。超大接线盒可能会悬挂在底座周边。
::: tip
解释:除了接线盒,所有都应在底座范围内。有的机组的电机屁股会漏出在底座外面,其实是不满足本条要求的。
:::
7.4.4 If driver, pump size, auxiliary, and seal flush plan permit, baseplates may have standardized dimensions as given in Annex D (reference Table D.1 and Figure D.1) . These baseplates are referred to as “Standard” baseplates, numbers 2.5 to 12”
如果驱动器、泵大小、辅助设备和密封冲洗方案允许,底座可采用附件 D 中给出的标准尺寸(参考表 D.1 和图 D.1)。这些底座被称为 "标准 "底座,编号为 2.5 至 12"。
::: tip
解释:符合附件D尺寸的底座称为API底座。本条款使用的是may,说明使用表D.1的底座的要求,并不是强制要求。因此所有现在很多厂家即使不使用API标准底座也不提偏离。
:::
7.4.5 Auxiliary systems shall not block access to maintain the pump, motor, and coupling. If it is not possible to achieve this on a standard baseplate, a nonstandard dimensioned baseplate shall be used.
辅助系统不得妨碍对泵、电机和联轴器进行维护。如果标准底座无法做到这一点,则应使用非标准尺寸的底座。
7.4.6 Baseplates for OH2 pumps shall have nothing (auxiliaries or seal flush plan) mounted beside or above the coupling or bearing housing. If the seal flush plan and/or auxiliaries are specified to be mounted on the baseplate, the increased length standard baseplate shall be used and the auxiliaries and/or seal flush plan shall be mounted adjacent to the suction nozzle (see Figure 40).
OH2 泵的底座不得在联轴器或轴承箱旁边或上方安装任何部件(辅助装置或密封冲洗装置)。如果指定将密封冲洗装置和/或辅助装置安装在底座上,则应使用增加长度的标准底座,并将辅助装置和/或密封冲洗装置安装在吸入口附近位置(见图 40)。
::: tip
解释:工程实际中,还是将密封系统安装在轴承箱两侧的比较多。图40的还是比较少的。按照本条要求,安装在轴承箱附近是不满足要求的。
:::
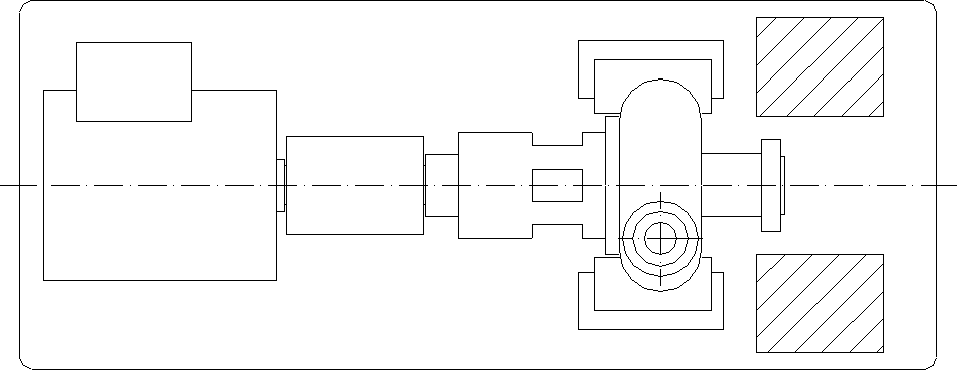 ==Figure 40 Location for Seal Flush Plan or Auxiliaries Mounted on the Baseplate==
==图40—安装在底座上的密封冲洗系统或辅助设备的位置==
==Figure 40 Location for Seal Flush Plan or Auxiliaries Mounted on the Baseplate==
==图40—安装在底座上的密封冲洗系统或辅助设备的位置==
7.4.7 The height of the pump-shaft centerline above the baseplate shall be minimized. Sufficient clearance shall be provided between the casing drain connection and the baseplate for connecting piping by the purchaser. For threaded drains, clearance shall allow the use of a nipple and elbow of the same size as the connection. The use of a street (male-female) elbow is not allowed.
应尽量降低泵轴中心线在底座上方的高度。泵壳排水口连接处与底座之间应留有足够的间隙,以便买方连接管道。对于螺纹排水管,应允许使用与连接尺寸相同的接管和弯头。不允许使用street弯头(外螺纹-内螺纹)。
::: tip
解释:street elbow如下左图,正常elbow如下右图。
|
|
 |
 |
| ::: |
|
7.4.8 Mounting pads shall be provided for the pump and all drive-train components, such as motors and gears. The pads shall be larger than the foot of the mounted equipment, including extra width of shims under drive-train components, to allow levelling of the baseplate with a precision level, without removal of the equipment. The minimum exposed area on the mounting pads for leveling purposes shall be 2 in. (50 mm) on two sides of each foot. The pads shall be fully machined flat and parallel to each other. Corresponding surfaces shall be in the same plane within 0.002 in./ft (150 μm/m) of distance between the pads.
应为泵和所有传动系统部件(如电机和齿轮)提供安装垫块。垫块应大于所安装设备的底脚(包括传动系统组件下垫片的额外宽度),以便在不拆卸设备的情况下用精密水平仪调平底座。安装垫上用于调平的最小外露面积应为每个底脚两侧各 2 英寸(50 毫米)。垫块必须完全加工平整且相互平行。相应的表面应在同一平面内,垫块之间的偏差不得超过 0.002 英寸/英尺(150 微米/米)。
::: tip
解释:mounting pad,就是指的如下的设备安装座。安装座应该比设备底脚两侧多出50mm。工程实际中基本很少有厂家能做到比设备底脚多出50mm。
 :::
:::
If specified, the flatness requirement shall be demonstrated in the pump-vendor s shop prior to mounting of the equipment and with the baseplate supported at the foundation bolt holes only. This demonstration is to be performed with the baseplate in the unclamped condition, after completion of machining.
如果有规定,应在安装设备之前,在泵供应商的车间内对平面度要求进行展示(仅在基础螺栓孔处对底座进行支撑)。该展示应在加工完成后底座处于未夹紧状态时进行。
::: tip
解释:此条是if specified,前面漏了黑点。之所以要求仅在地脚螺栓孔处进行支撑(此处仅是支撑,并不是灌浆等,工厂中只能支撑),是在模拟底座实际的支撑对中过程。
:::
NOTE Installed baseplate flatness can be affected by transportation, handling, and installation procedures beyond the vendor s scope. For information, see API 686.
注: 安装的底座平面度可能会受到运输、搬运和安装程序的影响,超出卖方的范围。有关信息,请参见 API 686。
7.4.9 Unless otherwise specified, pumps shall be mounted directly on mounting pads of the baseplate without shims. Shims shall not be used under the pump. Mounting pads for drive-train components shall be machined to allow for the installation of shims at least 0.12 in. (3 mm) thick under each component. If the vendor mounts the drive train components, a set of stainless steel shims (shim packs) at least 0.12 in. (3 mm) thick shall be furnished. Shim packs shall not be thicker than 0.5 in. (13 mm) nor contain more than 5 shims. All shim packs shall straddle the hold-down bolts and vertical jackscrews and extend at least 1/4 in. (5 mm) beyond the outer edges of the equipment feet. If the vendor does not mount the components, the pads shall not be drilled and shims shall not be provided.
除非另有规定,泵应直接安装在底座的安装垫上,不得使用垫片。不得在泵下使用垫片。传动系统组件的安装垫必须加工成允许在每个组件下安装至少 0.12 英寸 (3 毫米)厚的垫片。如果卖方安装传动系统部件,则必须提供一套至少 0.12 英寸 (3 毫米)厚的不锈钢垫片(垫片组)。垫片组的厚度不得超过 0.5 英寸(13 毫米),也不得包含超过 5 个垫片。 所有垫片组必须跨过固定螺栓和垂直顶丝螺钉,并至少超出设备支脚外缘 1/4 英寸(5 毫米)。如果供应商不负责安装设备,则安装垫块不得钻孔,也不得提供垫片。
::: tip
解释:mounting pads之前解释过了。本条要求,只允许在电机侧通过调整垫片来使得电机和泵的中心高一致。不得通过调整泵侧的中心高。并对电机侧的调整垫片的厚度和大小提出了要求。
:::
7.4.10 If specified, in addition to shims under drive train components, pumps shall be mounted on solid stainless steel plates not less than 0.200 in. (5 mm) thick. Solid plates shall be machined parallel and flat on both sides and shall be the same length and width as the specific pump mounting feet.
如果有规定,除传动系统部件下的垫片外,泵还应安装在厚度不小于 0.200 英寸 (5 毫米)的实心不锈钢板上。实心板的两侧应加工成平行且平整,长度和宽度应与特定的泵安装支脚相同。
::: tip
解释:可能是因为不锈钢的垫具有更好的耐腐蚀性吧。实际工程中基本没有这么干的。
:::
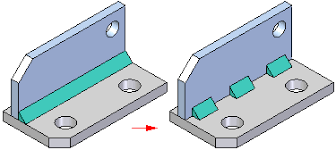
7.4.11 All joints, including deck plate to structural members, shall be continuously seal-welded on both sides, or full penetration welded, to prevent crevice corrosion. Stitch welding anywhere, top or bottom, is unacceptable.
所有接缝,包括顶板与结构件之间的接缝,都必须在两侧进行连续密封焊接或全熔透焊接,以防止缝隙腐蚀。无论顶部还是底部,任何地方的针脚缝焊都是不可接受的。
::: tip
解释:stich welding就是间断焊接,类似于针脚焊缝。如下图所示
 :::
:::
7.4.12 The bottom of the baseplate between structural members shall be open if the baseplate is designed to be installed and grouted to a concrete foundation. Accessibility shall be provided for grouting under all load- carrying members. The bottom of the baseplate shall be in one plane to permit use of a single level foundation.
如果底座设计用于安装和灌浆到混凝土地基上,结构构件之间的底部应是开放的。所有承重构件下的灌浆均应无障碍。底座底部应在一个平面内,以便使用单一标高的基础。
7.4.13 Sufficient cross members shall be provided under pump and driver supports and the members shall be shaped to lock positively into the grout.
在泵和驱动器支架下应设置足够的横梁,横梁的形状应能牢固地嵌入灌浆中。
7.4.14 All baseplates shall be provided with at least one grout hole having a clear area of at least 20 in.2 (125 cm2) and with no dimension less than 3 in. (75 mm) in each bulkhead section. These holes shall be located to permit filling the entire cavity under the baseplate without creating air pockets. If practical, the holes shall be accessible for grouting with the pump and driver installed on the baseplate. Grout holes in the deck plate area shall have 0.5 in. (13 mm) raised lip edges. If the holes are located in an area where liquids can impinge on the exposed grout, metallic covers with a minimum thickness of 0.06 in. (1.5 mm, 16 gauge) shall be provided. Vent holes at least 0.5 in. (13 mm) in diameter shall be provided at the highest point in each bulkhead section of the baseplate. The vendor shall state on the pump arrangement drawing whether any equipment needs to be removed to accomplish grouting of the baseplate.
所有底座的每个隔板空间必须至少有一个灌浆孔,其净面积至少为 20 英寸 2 (125 平方厘米),且尺寸不得小于 3 英寸 (75 毫米)。这些孔的位置应能填满底座下的整个空腔,而不会产生气穴。在可行的情况下,这些孔应可在泵和驱动器已经安装在底座上的情况下进行灌浆。底座区域的灌浆孔应具有 0.5 英寸(13 毫米)的凸唇边。如果灌浆孔位于液体可能侵蚀外露灌浆的区域,则必须提供最小厚度为 0.06 英寸(1.5 毫米,16 号)的金属盖。应在底座每个隔板部分的最高点设置直径至少为 0.5 英寸(13 毫米)的通风孔。供应商应在泵布置图上说明是否需要拆卸任何设备来完成底座的灌浆。
::: tip
解释:也就是净面积不小于125平方厘米(相当于直径为12.6cm)的孔径,孔有突边,防水进入,带有厚度1.5mm的金属盖子。现在很多厂家都是这么做的。虽然国内的施工标准并没有要求底座进行灌浆。但是从API这条新增要求看出,底座内还是要进行三次灌浆的。
附图:
 :::
:::
7.4.15 The outside corners of the baseplate in contact with the grout shall have at least 2 in. (50 mm) radii in the plan view to minimize stress risers in the grout (see Figure D.1).
底座与灌浆料接触的外角在平面图上应至少有 2 英寸(50 毫米)的半径,以尽量减少灌浆料中的应力陡升(见图 D.1)。
::: tip
解释:见图D.1
:::
7.4.16 Unless otherwise specified, the vendor shall commercially sand-blast, in accordance with ISO 8501 Grade Sa2 or SSPC SP 6, all grout contact surfaces of the baseplate and coat those surfaces with a primer compatible with epoxy grout. The manufacturer shall advise the purchaser the actual primer used.
除非另有规定,卖方应按照 ISO 8501 Grade Sa2 或 SSPC SP 6 对底座的所有灌浆接触面进行商业喷砂处理,并在这些表面涂上与环氧灌浆相适应的底漆。制造商应告知买方实际使用的底漆。
NOTE Grouts other than epoxy can require alternative surface preparation. Full bond-strength of epoxy grout is not generally necessary (7.4.13).
注:环氧树脂以外的灌浆料可能需要进行其他表面处理。一般不需要具有完全粘结强度的环氧树脂灌浆料(7.4.13)。
::: tip
解释:环氧树脂灌浆料是一种无溶剂,高流动性,高强度,高耐腐蚀的灌浆材料,它由三个组分(环氧树脂,固化剂,填充料)混合而成,可以用于各种工程设备的安装和固定。但是其价格比较贵,而且对一些涂漆有一定的腐蚀性,所以要求底座上的涂漆应该与环氧树脂灌浆料相匹配。
:::
7.4.17 The baseplate shall have provisions for at least four lifting points. Lifting the baseplate, complete with all equipment mounted, shall not permanently distort or otherwise damage the baseplate or the machinery mounted on it.
底座应至少有四个起吊点。已经安装有所有设备的底座在起吊时,不得使底座或安装在底座上的机械永久变形或受到其他损坏。
7.4.18 Lifting lugs attached to the baseplate or equipment shall be designed using a maximum allowable stress of one-third of the specified minimum yield strength of the material.
与底座或设备相连的吊耳在设计时,其最大容许应力应为规定的材料最小屈服强度的三分之一。
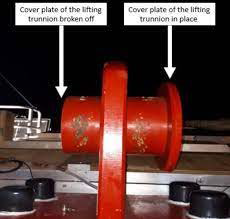
7.4.18.1 Lugs or trunnions that are attached by welding shall have continuous welds. These welds shall be 100 % NDT tested in accordance with the applicable code (see Table 11).
通过焊接连接的吊耳或耳轴应具有连续焊缝。这些焊缝必须按照适用规范进行 100% 的无损检测(见表 11)。
::: tip
解释:lug(左图) 和trunnions(右图)分别如下图所示。且要求焊缝进行100%无损检测,防止吊装时发生断裂。但是国内泵厂基本不会对吊耳的焊缝进行100%无损检测。
|
|
 |
 |
| ::: |
|
7.4.18.2 Baseplates for installation in ambient temperatures below -20 °F ( -29 °C), unless otherwise specified, shall be constructed from standard structural steel materials and shapes since they are static, no impact, nonpressure boundary supports.
安装在环境温度低于 -20 °F (-29 °C)的底座,除非另有规定,必须使用标准的钢结构材料和形状,因为它们是静态的、无冲击的、非压力边界支撑。
::: tip
解释:也就是说,低温工况的底座也可以用普通碳钢。
:::
NOTE Low-temperature steels are not commonly available in structural shapes routinely used for baseplate construction.
注:通常用于底座结构的低温钢的结构形状并不常见。
7.4.18.3 The lifting lugs for low-temperature baseplates per 7.4.18.1 shall be constructed of low-temperature carbon steel or steel alloys rated for the low ambient temperature. If specified, Charpy impact testing of materials shall be required on low-temperature lifting lugs. Welds on the low-temperature lifting lugs shall be inspected as shown in Table 14. Lifting lugs that are bolted to the baseplate shall have bolting rated for low ambient temperature.
用于 7.4.18.1 所述低温底座的吊耳必须由低温碳钢或低温合金钢制成。如有规定,必须对低温吊耳的材料进行夏比冲击试验。低温起重吊耳上的焊缝必须按表 14 所示进行检查。用螺栓固定在底座上的吊耳,其螺栓必须符合低温环境的要求。
7.14.9 Alignment positioning jackscrews shall be provided for drive-train components to facilitate horizontal transverse and longitudinal adjustments on the mounting pads. The jackscrews shall be suitably sized for the weight of the drive train component and shall be not less than size 1/2 to 13 UNC (M12). The jackscrews and any alignment fixtures shall not interfere with the installation or removal of shims under the drive component feet. Any fixtures or any brackets used to hold removable fixtures that are welded to the baseplate shall be welded prior to the machining the mounting pads to prevent distortion.
必须为传动系统组件提供对中顶丝,以方便在安装垫上进行水平横向和纵向调整。顶丝的尺寸必须与传动系统部件的重量相适应,且尺寸不得小于 1/2 至 13 UNC (M12)。顶丝和任何校准固定装置不得妨碍安装或拆除传动部件支脚下面的垫片。焊接在底座上的任何固定装置或用于固定可移动装置的任何支架都必须在加工安装垫之前焊接,以防止变形。
::: tip
解释:就是应该先焊接顶块,再加工mounting pad,防止先机加工,然后焊接顶丝块后,因热应力引起mounting pad瓢了。如下图,电机和泵安装垫上的对中顶丝。
 :::
:::
7.4.20 Vertical levelling screws shall be provided adjacent to each anchor bolt to level the baseplate during baseplate installation. The jackscrews shall be adequate for the weight of the baseplate, pump, and drive-train components.
每个地脚螺栓旁边都应配备垂直调平螺钉,以便在安装底座时调平底座。顶丝应足以承受底座、泵和传动系统组件的重量。
::: tip
解释:底座顶丝
 :::
:::
7.4.21 The baseplate design shall have provisions for sufficient anchor bolting to withstand nozzle loads, driver torque, and any specified acceleration loads.
底座设计必须有足够的地脚螺栓,以承受管口载荷、驱动扭矩和任何规定的加速载荷。
7.4.22 If specified, anchor bolts shall be provided by the pump vendor.
如有规定,应由泵供应商提供地脚螺栓。
::: tip
解释:实际中国工程中,地脚螺栓大多都是厂家供货的
:::
7.4.23 To minimize misalignment of the pump and driver shafts due to nozzle loads, the pump and its baseplate shall be constructed with sufficient structural stiffness to limit displacement of the pump shaft at the drive end of the shaft or at the register fit of the coupling hub to the values shown in Table 13. These values are the acceptance criteria for the nozzle load test in 7.4.24. Grout shall not be used as a means of obtaining the required stiffness during this test.
为尽量减少管口载荷造成的泵轴和驱动轴的不对中,泵及其底座必须具有足够的结构刚度,以限制泵轴的驱动端或联轴器毂注册配合处的位移,使其不超过表 13 所示的值。 这些值是 7.4.24 中管口负载试验的验收标准值。在该试验中,不得使用灌浆作为获得所需刚度的手段。
::: tip
解释:管口试验负载试验,是非必做试验,见7.4.24.
:::
NOTE It is recognized that grout can significantly increase the stiffness of the baseplate assembly. By neglecting this effect, the adequacy of the baseplate can easily be verified at the vendor's shop. It is also noted that thermal growth, piping fabrication errors, and alignment error all contribute to the actual shaft displacement values achieved in the field. Adherence to the nozzle load values in Table 5 limits the total displacement at the pump and drive shaft ends to approximately 0.010 in. (250 μm) (see Annex F).
注:灌浆可显著增加底座的刚度。由于忽略了这一影响,底座的刚度可以很容易地在卖方的车间进行验证。我们还注意到,热膨胀、管道制造误差和对中误差都会影响现场实际达到的轴位移值。遵守表 5 中的管口载荷值可将泵和驱动轴末端的总位移限制在约 0.010 英寸(250 微米)(见附件 F)。
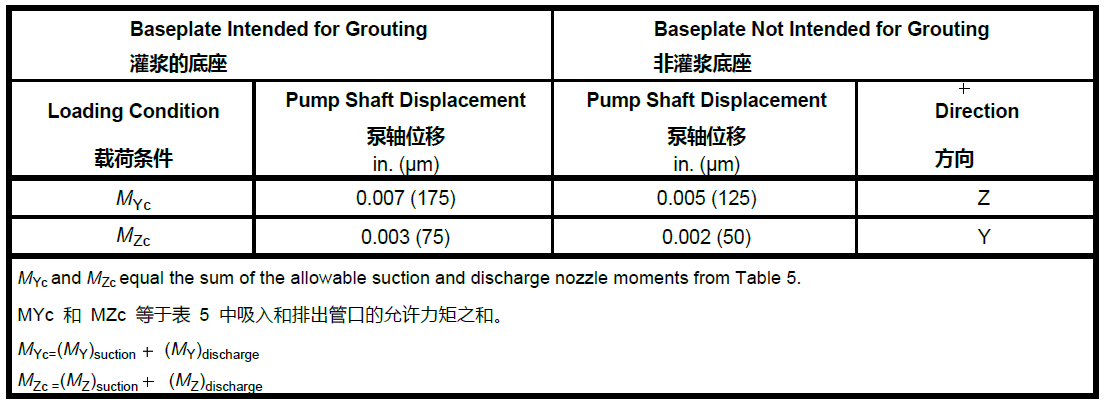
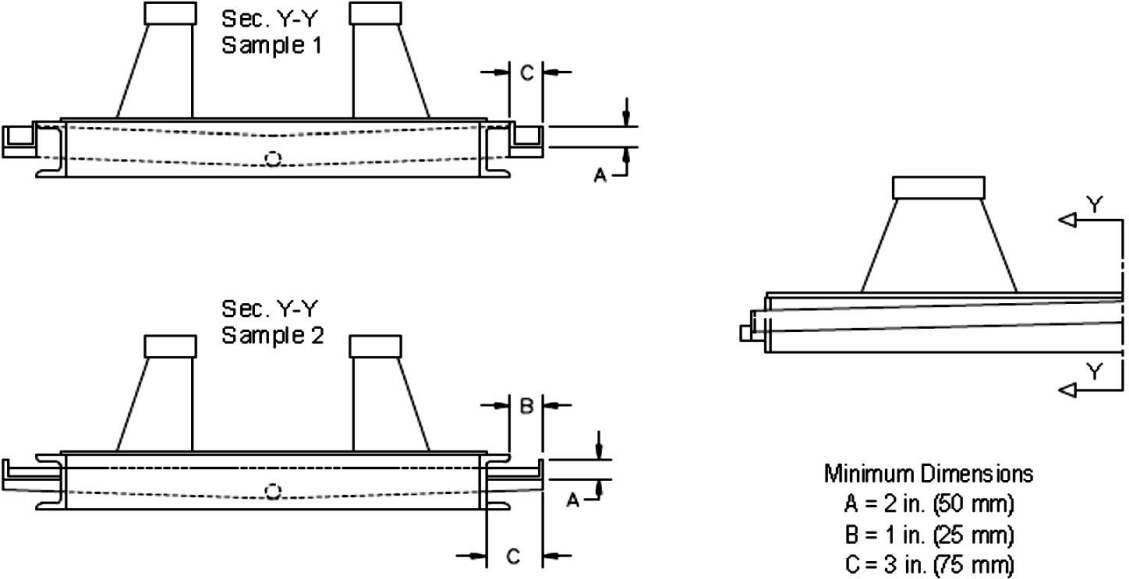
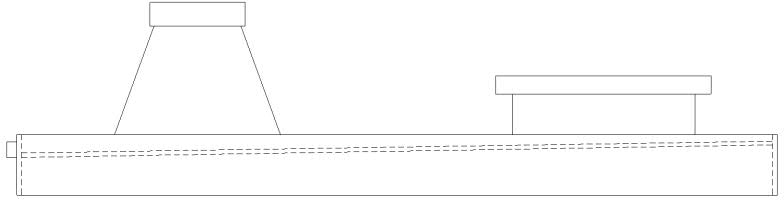
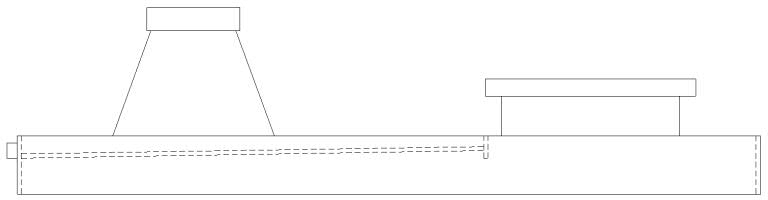
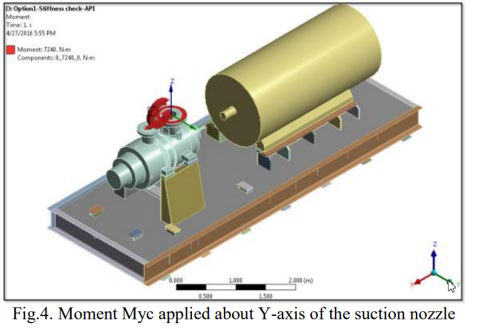
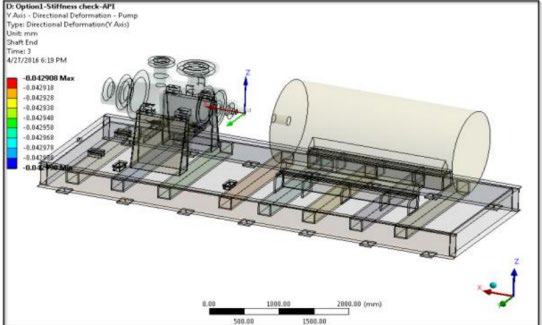
7.4.24 If specified, the vendor shall test to demonstrate that the pump and its baseplate assembly, anchored at foundation bolt hole locations, are in compliance with 7.4.23. The pump casing shall be subjected to moments MYc and MZc applied to either the suction or discharge nozzle but not both simultaneously such that the corresponding shaft displacements can be measured and recorded. MYc and MZc shall not be applied simultaneously. The shaft displacement measurements shall be absolute (not relative to the baseplate). For record purposes, the vendor's test data shall include a schematic drawing of test set-up, the calculated moment loads (MYc and MZc), and the applied moment loads and their corresponding displacements at the drive end of the pump shaft.
如有规定,卖方应进行测试,以证明锚定在地基螺栓孔位置的泵及其底座组件符合 7.4.23 的要求。泵壳应承受施加在吸入口或排出口上的 MYc 和 MZc 力矩,但不得同时施加,以便测量和记录相应的轴位移。MYc 和 MZc 不得同时施加。轴位移测量应为绝对测量(而非相对于基板)。为便于记录,供应商的测试数据应包括测试设置示意图、计算出的力矩载荷(MYc 和 MZc)、施加的力矩载荷及其在泵轴驱动端的相应位移。
::: tip
解释:如下图,将联轴器拆除(但是需要带上电机),分别在管口施加Myc和Mzc两个力矩,观察测量下右图坐标系原点位置的位移(相对于地面位移,而不是相对于基板位移),是否满足下表的要求。
为什么不考察Mxc呢,是因为Mxc不会影响轴末端的位移。
 :::
:::
==Table 13 Stiffness Test Acceptance Criteria==
==表13—刚度测试接受标准==