6.12.1 General概述
6.12.1.1 The purchaser shall specify the material class for pump parts from Annex H, Table H.1. Annex G, Table G.1 provides a guide showing material classes that can be appropriate for various services. Pump materials shall be in accordance with Table H.1. Alternative materials, including materials that can improve life and performance in service, may also be included in the vendor's proposal and listed on the final data sheets.
买方应根据附件 H 表 H.1 规定泵部件的材料等级。附件 G 表 G.1 提供了一份指南,展示了可适用的各种工况的材料等级。泵的材料应符合表 H.1。替代材料,包括可提高使用寿命和使用性能的材料,也可列入报价文件中并在最终数据表中列出。
6.12.1.2 If specified, wear parts of nonmetallic materials from Table H.3 shall be provided. If nonmetallic wear parts are provided, the material class from Table H.1 shall be modified by addition of the letter C, such as S- 5C. The nonmetallic material shall be agreed to by the vendor and purchaser.
如作规定,应提供表H.3所列非金属材料的耐磨口环。如提供非金属耐磨口环,则表 H.1 中的材料类别应通过添加字母 C 进行修改,如 S-5C。非金属材料应由供应商和买方商定。
::: tip
解释:石油化工中,还很少使用非金属的耐磨环。
:::
6.12.1.3 The material specification of all components listed in Table H.1 shall be clearly stated in the vendor s proposal. Materials shall be identified by reference to applicable international standards, including the material grade (Table H.2 and Table H.3 may be used for guidance). If standard materials are not available, then national standards may be used. If no such designations are available, the vendor s material specification, giving physical properties, chemical composition, and test requirements, shall be included in the proposal.
表 H.1 所列所有组件的材料规格均应在供应商的投标书中明确说明。应参照适用的国际标准来确定材料,包括材料等级(表 H.2 和表 H.3 可用作指导)。如果没有标准材料,则可使用国家标准。如果没有此类指定,则应在报价文件中列入材料规格,说明物理性质、化学成分和测试要求。
::: tip
解释:选材先按照国际标准的材料(按照表H.1~H.3),如果不适用可以使用本国材料标准,如果本国也没有相关牌号,可以提供所用材料的物理性质、化学成分和测试要求。
:::
6.12.1.4 The material specification of all gaskets and O-rings exposed to the pumped liquid shall be identified in the proposal. O-rings shall be selected and their application limited in accordance with API 682, Annex B.
必须在报价文件书中说明所有与泵送液体接触的垫圈和 O 形圈的材料规格。应根据 API 682 附件 B 选择 O 形圈并应用限制。
::: tip
解释:比如:泵送芳烃类,酮类材料不得使用氟橡胶。
:::
6.12.1.5 Pump parts having strength or pressure-integrity requirements are designated as “full compliance” materials in Table H.1 and shall meet all the requirements of the agreed specifications. For any other part (e.g. if corrosion resistance is the primary concern), it is necessary to comply only with the specified chemical composition. Auxiliary piping materials are covered in 7.6.
有强度或压力完整性要求的泵零件在表H.1中被指定为 "完全符合 "材料,必须符合商定规范的所有要求。对于任何其他部件(例如,如果主要考虑耐腐蚀性),只需符合规定的化学成分。辅助管道材料见 7.6。
::: tip
解释:需要有强度或者耐压要求的部件,应该符合规范所有要求,其他没有承压或强度要求的部件,只要材料成分符合标准要求就行。
:::
6.12.1.6 Purchasers shall specify optional test and inspection requirements that are necessary to ensure that materials are satisfactory for the service.
买方应规定必要的可选试验和检查要求,以确保材料能满足工况要求。
6.12.1.7 If austenitic stainless steel parts exposed to conditions that can promote intergranular corrosion are fabricated, hard-faced, overlaid, or repaired by welding, they shall be made of low-carbon or stabilized grades.
如果暴露在可促进晶间腐蚀的条件下的奥氏体不锈钢部件,通过焊接进行制造、硬化、堆焊或修复时,这些部件必须使用低碳或稳定牌号。
::: tip
解释:奥氏体不锈钢对晶间腐蚀特别敏感,尤其是对含有Cl离子的晶间腐蚀。使用低碳的奥氏体不锈钢可以减缓这种腐蚀。比如316L比316材料的抗晶间腐蚀的能力更强。
:::
NOTE Overlays or hard surfaces that contain more than 0.10 % carbon can sensitize both low-carbon and stabilized grades of austenitic stainless steel unless a buffer layer that is not sensitive to intergranular corrosion is applied.
注: 含碳量超过 0.10 % 的覆盖层或硬质表面会使奥氏体不锈钢的低碳等级和稳定等级敏化,除非使用对晶间腐蚀不敏感的缓冲层。
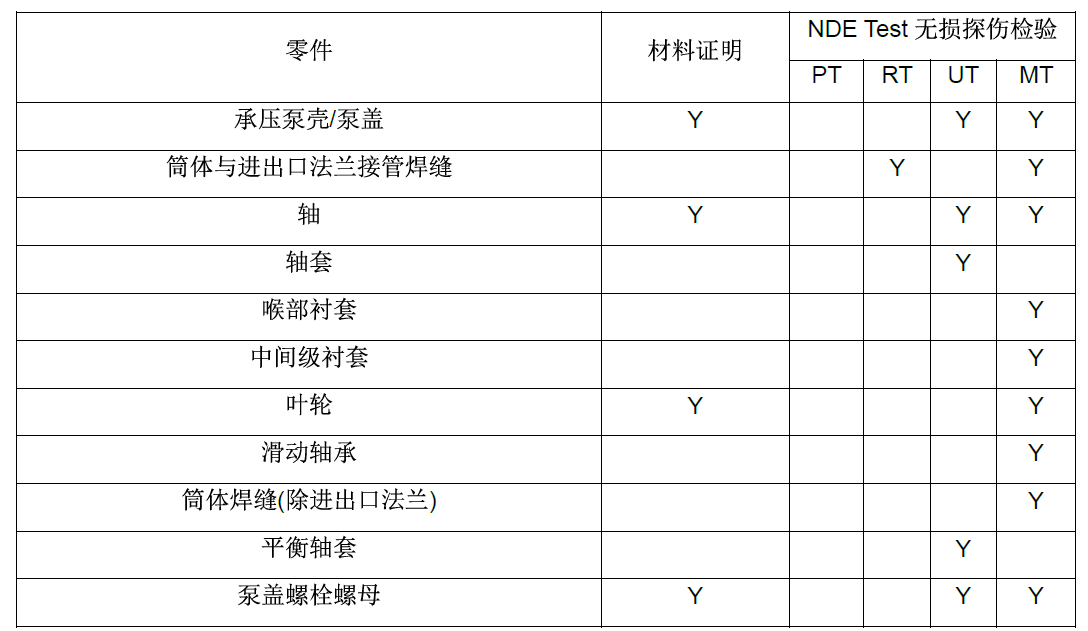
6.12.1.8 If specified, the vendor shall furnish material certificates that include chemical analysis and mechanical properties for the heats from which the material is supplied for pressure-containing castings and forgings, impellers, and shafts. Unless otherwise specified, piping nipples, auxiliary piping components, gaskets, and bolting are excluded from this requirement.
如果有规定,卖方必须提供材料证书,其中包括化学分析,和含压铸件和锻件、叶轮和轴的热处理的机械性能。除非另有规定,否则管道接头、辅助管道部件、垫圈和螺栓不在此要求范围内。
6.12.1.9 The purchaser shall specify any erosive or corrosive agents (including trace quantities) present in the process liquids and in the site environment, including constituents that can cause stress-corrosion cracking or attack elastomers.
买方应说明泵送液体和现场环境中可能存在的任何侵蚀性或腐蚀性介质(包括痕量),包括可导致应力腐蚀开裂或侵蚀弹性体的成分。
NOTE 1 Typical agents of concern are hydrogen sulfide, amines, chlorides, bromides, iodides, cyanides, fluorides, naphthenic acid, and polythionic acid. Other agents affecting elastomer selection include ketones, ethylene oxide, sodium hydroxide, methanol, benzene, and solvents.
注 1 :需要关注的典型物料,包括硫化氢、胺、氯化物、溴化物、碘化物、氰化物、氟化物、环烷酸和聚硫酸。其他影响弹性体选择的物质包括酮、环氧乙烷、氢氧化钠、甲醇、苯和溶剂。
::: tip
注释:NaOH环境下不推荐使用氟橡胶作为密封弹性元件。其他介质与密封圈的相容性可以参考《腐蚀手册》
:::
NOTE 2 If chlorides are present in the pumped liquid in a concentration above 10 ppm (10 mg/kg), it is necessary to use caution when applying stainless steel.
注 2 如果泵送液体中的氯化物浓度超过 10 ppm(10 mg/kg),则在使用不锈钢时必须谨慎。
::: tip
解释:这里还是比较苛刻的,10ppm的氯化物很低。常规做法是≥500ppm的常温氯离子不能使用316L的材质,≥200ppm的常温氯离子不能使用304。
:::
6.12.1.10 If specified, coatings of a type agreed between the purchaser and the vendor shall be applied to impellers and other wetted parts to minimize erosion or to improve efficiency. If coatings are applied to rotating components, the acceptance balance shall be performed after coatings have been applied. The sequence of procedures for balancing and coating of rotating components shall be agreed between the purchaser and the vendor.
如果有规定,必须在叶轮和其他润湿部件上涂上买方和卖方商定的涂层,以尽量减少侵蚀或提高效率。如果在旋转部件上涂抹涂层,则应在涂抹涂层后进行平衡验收。旋转部件的平衡和涂层顺序应由买方和卖方商定。
::: tip
解释:对于有些泵送介质含有腐蚀性,且温度很高。这时候应对腐蚀性应该使用不锈钢或双向不锈钢材质。但是高温下不锈钢的热膨胀系数特别大,因此应该使用12%Cr材质,但是12%Cr材质又不能很好的抗腐蚀。这就可能需要对12%Cr材质进行涂层处理。
:::
6.12.1.11 Rotating parts should be balanced before coating in order to minimize balance corrections to coated areas. By minimizing the area to be recoated, a final correction after coating repair might not be required.
旋转部件应在喷涂前进行平衡,以尽量减少对喷涂区域的平衡修正。通过最大限度地减少需要重新喷涂的区域,可能就不需要在涂层修复后进行最后的修正。
::: tip
解释:此处为should,还是建议先涂涂层然后再进行动平衡。或者涂层前进行一次初步动平衡,涂层后再进行一次,以减少涂层的修磨。
:::
6.12.1.12 If mating parts, such as studs and nuts of austenitic stainless steel or materials with similar galling tendencies, are used, they shall be lubricated with an anti-seizure compound compatible with the material(s) and specified process liquid(s) operating conditions.
如果使用奥氏体不锈钢或具有类似咬合倾向的材料制成的螺柱和螺母等配合部件,则必须使用与材料和工艺液体工作条件相适应的抗咬合化合物进行润滑。
::: tip
解释:常用的抗咬合剂是二硫化钼
:::
NOTE The torque loading values required to achieve the necessary preload can vary considerably depending upon the thread lubricant.
注:实现必要预紧力所需的扭矩值,会因螺纹润滑剂的不同而有很大差异。
6.12.1.13 The purchaser shall specify the amount of wet H2S that can be present, considering normal operation, start-up, shutdown, idle standby, upsets, or unusual operating conditions such as catalyst regeneration.
考虑到正常运行、启动、停机、怠速、待机、故障或催化剂再生等非正常运行条件,买方应说明可能存在的湿 H2S 量。
NOTE In many applications, small amounts of wet H2S are sufficient to require materials resistant to sulfide stress- corrosion cracking. If trace quantities of wet H2S are known to be present or if there is any uncertainty about the amount of wet H2S that can be present, the purchaser can consider specifying that reduced-hardness materials are required.
注:在许多应用中,少量的湿 H2S 就足以要求使用耐硫化物应力腐蚀开裂的材料。如果已知存在微量的湿 H2S,或对可能存在的湿 H2S 量有任何不确定性,买方可考虑指定使用硬度降低的材料。
::: tip
解释:降低硬度是防止硫化物应力腐蚀开裂的好方法。
:::
6.12.1.14 The purchaser shall specify if reduced-hardness materials are required. Unless otherwise specified, reduced-hardness materials shall be supplied in accordance with NACE MR0103. If specified, reduce- hardness materials shall be supplied in accordance with NACE MR0175 in lieu of NACE MR0103.
买方应说明是否需要硬度降低的材料。除非另有规定,降低硬度材料须按 NACE MR0103 提供。如有规定,应根据 NACE MR0175 而非 NACE MR0103 提供硬度降低材料。
::: tip
解释:NACE MR0175 和 NACE MR0103 都是美国腐蚀工程师协会 (NACE) 发布的标准,用于指导在含硫化氢 (H2S) 的环境中选择抗硫化物应力裂纹 (SSC) 的金属材料。而MR0175主要适用于上游石油和天然气开采、钻井、采集和流动管道设备,而MR0103适用于下游,因此尽量使用MR0103
:::
NOTE 1 NACE MR0103 applies to oil refineries, liquefied natural gas (LNG) plants, and chemical plants. NACE MR0103 applies to materials potentially subject to sulfide stress-corrosion cracking.
注 1: NACE MR0103 适用于炼油厂、液化天然气 (LNG) 工厂和化工厂。NACE MR0103 适用于可能发生硫化物应力腐蚀开裂的材料。
NOTE 2 For the purposes of this provision, ISO 15156-1 is equivalent to NACE MR0175.
注 2 就本规定而言,ISO 15156-1 等同于 NACE MR0175。
NOTE 3 NACE MR0175 (all parts), applies to material potentially subject to sulfide and chloride stress-corrosion cracking in oil and gas production facilities and natural gas sweetening plants.
注 3 NACE MR0175(所有部分)适用于石油和天然气生产设施及天然气脱硫厂中可能会出现硫化物和氯化物应力腐蚀开裂的材料。
6.12.1.14.1 Reduced-hardness ferrous materials not covered by NACE MR0103 or NACE MR0175 shall have yield strength not greater than 620 N/mm2 (90,000 psi) and hardness not greater than HRC 22. Components that are fabricated by welding shall be postweld heat treated, if required, so that both the welds and heat-affected zones meet these yield strength and hardness requirements.
NACE MR0103 或 NACE MR0175 未涵盖的硬度降低的黑色金属材料,其屈服强度应不大于 620 牛顿/平方毫米(90,000 磅/平方英寸),硬度应不大于 HRC 22。如果需要,通过焊接制造的部件应进行焊后热处理,以使焊缝和热影响区均符合这些屈服强度和硬度要求。
::: tip
解释:抗硫化氢腐蚀开裂的材质的硬度HRC要小于22,屈服强度小于620MPa。
:::
6.12.1.14.2 Reduced hardness materials shall be provided for the following components, as a minimum:
至少应为以下部件提供硬度较低的材料:
a) pressure casing,
承压壳体
b) shafting (including wetted shaft nuts),
轴,包括湿螺母
c) pressure-retaining mechanical seal components (excluding the seal ring and mating ring),
承压的机械密封部件(包括密封环和配对环)
d) wetted bolting,
湿螺栓
e) bowls.
碗
::: tip
解释:碗是立式泵的一种导流部件,形状像碗,前面附过图片。
:::
NOTE 1 Double-casing-pump inner-casing parts that are in compression, such as diffusers, are not considered pressure casing parts.
注 1 处于压缩状态的双壳体泵的内壳体,如扩散器,不视为承压件。
::: tip
解释:diffusuer以及BB5泵的内筒体,虽然承受一定压差,但是很小,不视为承压件。Diffuser前面有附图。
:::
NOTE 2 Casing bolting for pumps with axially split casings (such as BB1 and BB3) are not considered to be wetted.
注 2 轴向剖分式壳体泵(如 BB1 和 BB3)的壳体螺栓不视为润湿。
::: tip
解释:剖分面紧固螺栓虽然可能接触介质,也有应力存在,但是他接触介质的位置特别小,不视为wetted bolting。
:::
6.12.1.14.3 Renewable impeller wear rings that are through-hardened shall not have hardness greater than HRC 22, if reduced-hardness materials are specified. Renewable impeller wear rings that are either hard- coated or surface-hardened may have hardness greater than HRC 22 if their substrate material hardness is not greater than HRC 22.
如果指定了硬度较低的材料,通过硬化处理的可更换叶轮耐磨环的硬度不得高于 HRC 22。硬涂层或表面硬化的可更换叶轮耐磨环,如果其基体材料硬度不高于 HRC 22,则硬度可高于 HRC 22。
6.12.1.14.4 If approved by the purchaser, integral wear surfaces on the impellers may be surface-hardened or hardened by the application of a suitable coating in lieu of furnishing renewable impeller wear rings.
如果买方同意,叶轮上的整体磨损表面可以通过涂抹合适的涂层进行表面硬化或硬化处理,以代替提供可更换的叶轮耐磨环。
::: tip
解释:有些油浆泵(泵送介质带催化剂颗粒),就是不带叶轮耐磨环的。原叶轮耐磨环的位置硬化处理。
:::
6.12.1.15 Low-carbon steels can be notch-sensitive and be susceptible to brittle fracture, even at ambient (room) temperatures. Therefore, only fully killed, normalized steels made to fine-grain practice shall be used.
低碳钢对缺口敏感,即使在环境(室)温度下也容易发生脆性断裂。因此,仅可使用按细晶粒规范制造的完全镇定正火钢。
::: tip
解释:fully killed就是完全镇定,意思就是完全脱氧,在钢水中加入足够的脱氧剂,让钢材含氧量降低,同时避免气孔。正火钢:是指将钢加热到奥氏体区域,保持一定时间,然后在空气中冷却,使钢的组织和性能均匀化。
:::
6.12.1.16 If dissimilar materials with significantly different electrochemical potentials are placed in contact in the presence of an electrolytic solution, galvanic couples can be created that can result in serious corrosion of the less noble material. The vendor shall select materials to avoid conditions that can result in galvanic corrosion. Where such conditions cannot be avoided, the purchaser and the vendor shall agree on the material selection and any other precautions necessary. See NACE Corrosion Engineer's Reference Book [85] for one source for selection of suitable materials in these situations.
如果电化学电位相差很大的异种材料在存在电解溶液的情况下接触,就会产生电偶,导致惰性较低的材料受到严重腐蚀。供应商在选择材料时应避免可能导致电化学腐蚀的条件。如果无法避免此类情况,买方和卖方应就材料选择和任何其他必要的预防措施达成一致。关于在这些情况下如何选择合适的材料,请参阅NACE的《腐蚀工程师参考书》[85]。
::: tip
解释:NACE是一个组织,常用的防止电化学腐蚀的手段有阴极保护等。
:::
6.12.1.17 Bearing housings, load-carrying bearing housing covers, and brackets between the pump casings or heads and the bearing housings shall be steel. Driver supports for vertical pumps that utilize thrust bearings in the driver to support the shaft shall be steel.
轴承箱、承载的轴承箱盖以及泵壳或泵头与轴承箱之间的支架应为钢质。利用驱动器中的推力轴承支撑轴的立式泵的驱动器支架应为钢质。
::: tip
解释:后半句话为第12版新增的。
:::
6.12.2 Castings铸件
6.12.2.1 Surfaces of castings shall be cleaned by sandblasting, shot blasting, chemical cleaning, or any other standard method to meet the visual requirements of MSS SP-55. Mold-parting fins and remains of gates and risers shall be chipped, filed, or ground flush.
铸件表面必须通过喷砂、喷丸、化学清洗或任何其他标准方法进行清理,以满足 MSS SP-55 的视觉要求。浇口和冒口的分模翅片和残留物须削平、锉平或磨平。
::: tip
解释:有些精铸工艺可以完全满足使用要求,无需再喷砂,喷丸等处理。
:::
6.12.2.2 The use of chaplets in pressure castings shall be held to a minimum. The chaplets shall be clean and corrosion-free (plating is permitted) and of a composition compatible with the casting. Chaplets shall not be used in impeller castings.
在压力铸件中使用夹板的数量应尽量减少。夹板应保持清洁和无腐蚀(允许镀层),并且与铸件的成分相容。夹板不得用于叶轮铸件。
::: tip
解释:这里的夹板chaplet是铸造工艺中需要支撑用的小片。它可以在铸造过程中与铸件熔合。夹板的使用会影响铸件的强度和完整性,因此应尽量避免或减少。
:::
6.12.2.3 Ferrous pressure boundary and impeller castings shall not be repaired by peening, plugging, burning in, or impregnating. Weldable grades of steel castings may be repaired by welding in accordance with 6.12.3. Weld repairs shall be inspected according to the same quality standard used to inspect the casting.
铁质压力边界和叶轮铸件不得通过强化、堵塞、烧入或浸渍进行修复。可焊接等级的钢铸件可按照 6.12.3 进行焊接修复。焊接修复应按照用于检查铸件的相同质量标准进行检查。
::: tip
解释:
peening是指用高速喷射的金属颗粒或其他介质对叶轮表面进行冲击,使之产生压应力层,从而提高叶轮的强度和耐腐蚀性。这种方法适用于叶轮的表面强化和疲劳裂纹的修复。
plugging是指用金属或其他材料填塞叶轮上的孔洞或裂缝,使之封闭。这种方法适用于叶轮的缺陷修复和密封性能的提高。
burning in是指用火焰或电弧将叶轮上的裂缝两侧的材料表面熔化,使之粘合。这种方法适用于叶轮的裂缝修复和结构完整性的恢复。
impregnating是指用低粘度的树脂或其他液体渗透到叶轮的孔隙或裂缝中,使之固化。这种方法适用于叶轮的孔隙修复和耐腐蚀性能的提高。
:::
6.12.2.4 Fully enclosed, cored voids that become fully enclosed by methods such as plugging, welding, or assembly shall not be used.
不得使用通过堵塞、焊接或组装等方法,完全封闭的空心孔洞。
6.12.2.5 If specified, for casting repairs made in the vendor s shop, repair procedures including weld maps shall be submitted for purchaser's approval. The purchaser shall specify if approval is required before proceeding with repair. Repairs made at the foundry level shall be controlled by the casting material specification (“producing specification”)
如果有规定,在卖方车间进行的铸件修理,必须提交包括焊缝图在内的修理程序供买方批准。买方应说明在进行修理之前是否需要批准。在铸造厂进行的修理应受铸造材料规范("生产规范")的控制。
6.12.2.6 Pressure-containing castings of carbon steel shall be furnished in the normalized and tempered or quenched and tempered condition.
碳钢承压铸件应在正火和回火或淬火和回火状态下提供。
::: tip
解释:承压件一般采用正火+回火
:::
6.12.3 Welding焊接
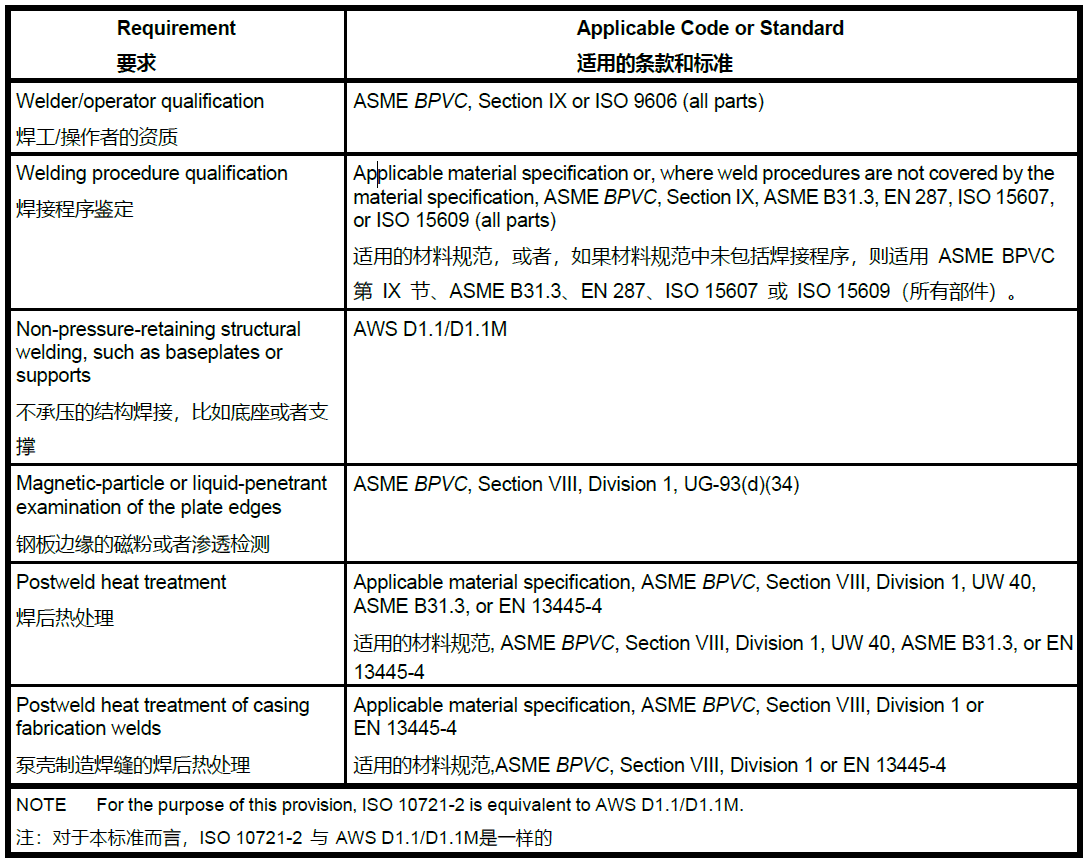
6.12.3.1 Welding and weld repairs shall be performed by operators and in accordance with procedures qualified to the requirements of Table 11. Alternative standards may be proposed by the vendor for the purchaser s approval. The welding and material inspection data sheet in Annex N may be used for this purpose.
焊接和焊接维修必须由操作人员按照符合表 11 要求的程序进行。卖方可提出替代标准,供买方批准。为此可使用附件 N 中的焊接和材料检验数据表。
6.12.3.2 The vendor shall be responsible for the review of all repairs and repair welds to ensure they are properly heat-treated and nondestructively examined for soundness and compliance with the applicable qualified procedures (see 6.12.3.1 and 8.2.2.1, Table 14).
卖方应负责审查所有维修和修复焊缝,以确保它们经过适当的热处理和无损检查,确保其完好并符合适用的合格程序(见 6.12.3.1 和 8.2.2.1,表 14)。
6.12.3.3 Pressure-containing casings made of wrought materials or combinations of wrought and cast materials shall conform to the conditions specified in Items a) through d) as follows (these requirements do not apply to casing nozzles and auxiliary connections; see 6.12.3.4):
用锻造材料或锻造材料与铸造材料组合制成的承压壳体必须符合下列a)至d)项规定的条件(这些要求不适用于壳体管口和辅助连接;见6.12.3.4):
::: tip
解释:只有锻件壳体或者锻铸结合的泵壳才适用如下条件
:::
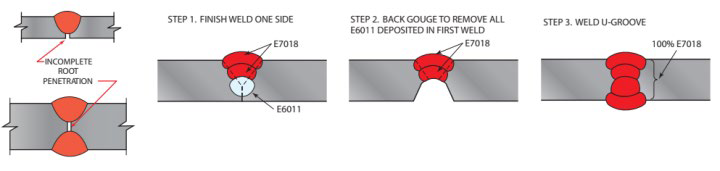
- a) accessible surfaces of welds shall be inspected by magnetic-particle or liquid-penetrant examination after back chipping or gouging and again after PWHT or, for austenitic stainless steels, after solution annealing;
焊缝的可见表面应在背面切削或凿槽后,以及焊后热处理(PWHT)后,或者对于奥氏体不锈钢,在固溶退火后,用磁粉检测或渗透检测进行检查;
::: tip
解释:锻造或锻铸承压壳体的焊缝(不含管口焊缝)的无损检测应该在back chipping or gouging后和PWHT后,两次检查(磁粉或者渗透)。但是一般的泵壳制造商的焊缝,都是仅在焊后热处理后进行一次检查。
所谓back chipping or gouging如下图所示:
 所谓固溶处理:是一种热处理方法,主要用于提高不锈钢的耐腐蚀性能和塑性。这种方法的原理是通过加热不锈钢至固溶温度,使其中的合金元素均匀地分布在奥氏体晶格中,然后迅速冷却,防止晶界碳化物的形成,保持奥氏体的稳定性。
:::
所谓固溶处理:是一种热处理方法,主要用于提高不锈钢的耐腐蚀性能和塑性。这种方法的原理是通过加热不锈钢至固溶温度,使其中的合金元素均匀地分布在奥氏体晶格中,然后迅速冷却,防止晶界碳化物的形成,保持奥氏体的稳定性。
:::
- b) pressure-containing welds, including welds of the casing to axial-joint and radial-joint flanges, shall be full- penetration welds;
承压焊缝,包括泵壳与轴向接管和径向接管法兰的焊缝,应为全熔透焊缝;
::: tip
解释:全焊透,角焊缝是不允许的。
:::
- c) if dimensional stability of such a casing component is required for the integrity of pump operation, then PWHT shall be performed regardless of thickness;
如果泵运行的完整性需要泵壳部件的尺寸稳定性,则无论厚度如何,都应进行焊后热处理;
::: tip
解释:现在基本所有承压壳体的焊接都进行焊后热处理。
:::
- d) plate edges shall be inspected by magnetic-particle or liquid-penetrant examination as required by recognized standards, such as ASME BPVC, Section VIII, Division 1, UG-93 (d)(3).
钢板边缘应按照 ASME BPVC 第 VIII 节第 1 分节 UG-93 (d)(3)等公认标准的要求进行磁粉或液体渗透检查。
==Table 11 Welding Requirements==
==表11—焊接要求==
6.12.3.4 Connections welded to pressure casings shall be installed as specified in Items a) through d) as follows:
焊接在承压泵壳上的接管必须按以下a)至d)项的规定安装:
- a) attachment of suction and discharge nozzles shall be by means of full-fusion, full-penetration welds using welding neck flanges and shall not be dissimilar metal weldments;
吸入管口和排出管口的连接应采用全熔化、全穿透焊接,使用带颈对焊法兰,不得采用异种金属焊接;
::: tip
解释:BB5的泵的进出口是无法实现带径对焊法兰的。但是可以保证全焊透,使用同种钢材。
 :::
:::
- b) auxiliary piping welded to alloy steel casings shall be of a material with the same nominal properties as the casing material (see 6.4.2.6);
焊接在合金钢泵壳上的辅助管道必须使用与泵壳材料具有相同公称特性的材料(见 6.4.2.6);
::: tip
解释:C-6材质泵的排净口,一般用316材质的管材与12%cr的泵壳连接。如果两者采用焊接,则为异种钢焊接,不符合本条规定,但是基本上没有办法,除非排净管与泵壳采用machined and stud连接。
:::
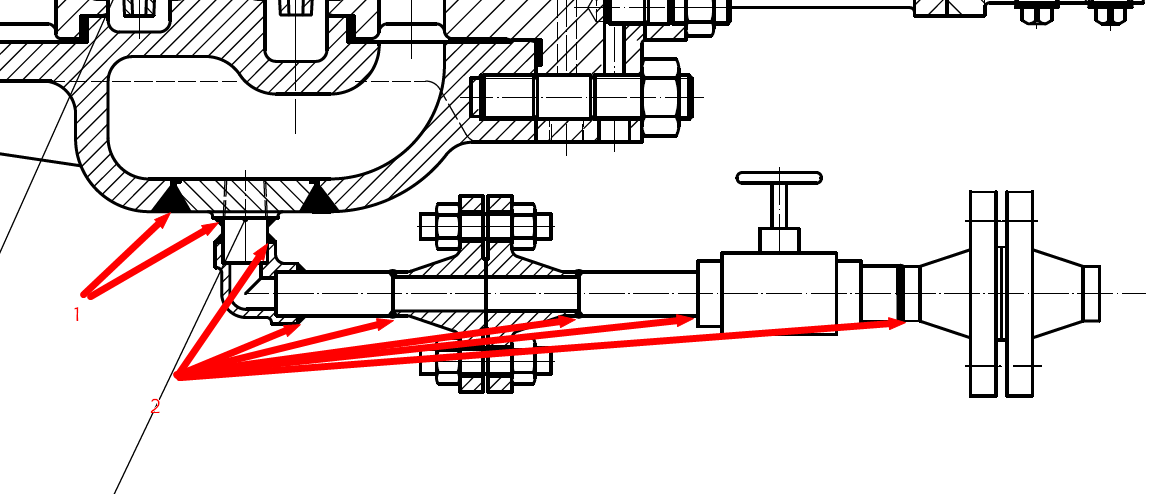
- c) PWHT, if required, shall be carried out after all welds, including piping welds, have been completed;
如有要求,应在所有焊缝(包括管道焊缝)完成后进行焊后热处理;
::: tip
解释:工程上,一般焊接在泵壳上的管口的焊接,都必须进行焊后热处理的。但是比如排净管,先一个小管焊接到泵壳上,然后小管下再焊接弯头,再焊接水平管,弯头的焊接就一般不会再进行焊后热处理了。如下图的1处必须进行焊后热处理,但是2处一般不进行焊后热处理了。
 :::
:::
- d) suction and discharge nozzle welds shall be inspected by magnetic-particle or liquid-penetrant examination after back chipping or gouging and again after PWHT or, for austenitic stainless steels, after solution annealing.
吸入管口和排出管口的焊缝应在背面切削或刨削后进行磁粉或液体渗透检查,并在 PWHT 后再次进行检查,奥氏体不锈钢则应在固溶退火后再次进行检查。
::: tip
解释:吸入和排出管口,与泵壳的焊接是一个待遇。焊接完成后打磨,然后进行磁粉或者液体渗透,再继续焊接,然后焊后热处理后,再次进行磁粉或者液体渗透。
:::
6.12.3.4.1 The purchaser shall specify if the following additional examinations shall be performed on connections welded to pressure casings (if not already required in 8.2.2.1, Table 14):
买方应说明是否应对焊接在承压壳体上的连接件进行以下额外检查(如果表 14 8.2.2.1 中没有要求):
- a) magnetic-particle or liquid-penetrant examination of auxiliary connection welds;
对辅助连接焊缝进行磁粉或液体渗透检查;
::: tip
解释:常规设计中,辅助连接焊缝不进行无损检测。
:::
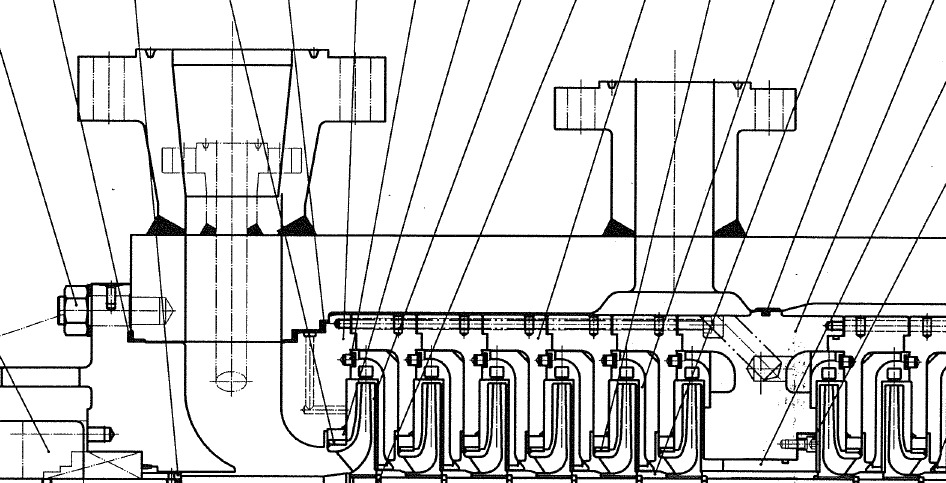
- b) ultrasonic or radiographic examination of any casing welds.
对任何泵壳焊缝进行超声波或射线检查。
::: tip
解释:常规设计中,只有非常重要的泵才要求进行出口与泵壳焊缝射线探伤。其余接口都只进行PT或者MT。
附图:重要BB5泵的检查。
 :::
:::
6.12.3.4.2 The purchaser shall specify if the proposed connection design shall be submitted to the purchaser for approval before fabrication. The submittal drawing shall show weld designs, sizes, materials, and pre-weld and postweld heat treatments.
买方应说明是否应在制造前将拟议的连接设计提交买方批准。提交的图纸应显示焊接设计、尺寸、材料以及焊前和焊后热处理。
6.12.4 Low-temperature Service低温工况
6.12.4.1 The purchaser shall specify the minimum design metal temperature to which the pump will be subjected in service. This temperature shall be used to establish impact test requirements. Normally, this is the lower of the minimum surrounding ambient temperature or minimum liquid pumping temperature. However, the purchaser may specify a minimum design metal temperature based on pump liquid properties, such as auto-refrigeration at reduced pressures.
买方应规定泵在使用中的最低金属设计温度。该温度应用于确定冲击试验要求。通常,这是周围最低环境温度或最低液体泵送温度中较低的一个温度。不过,买方可根据泵的液体特性(如在压力降低时自动制冷)指定最低金属设计温度。
::: tip
解释:最低金属设计温度一般由买方或设计方指定。
:::
6.12.4.2 To avoid brittle failures, materials of construction for low-temperature service shall be suitable for the minimum design metal temperature in accordance with the codes and other requirements specified. The purchaser and the vendor shall agree on any special precautions necessary, with regards to conditions that can occur during operation, maintenance, transportation, erection, commissioning, and testing.
为避免出现脆性失效,低温使用的结构材料必须按照规范和其他要求来满足最低金属设计温度。买方与卖方须就操作、维修、运输、安装、试运行及测试过程中可能出现的情况所需的任何特殊预防措施达成一致。
NOTE The suitability of a material for application at temperatures below the ductile-brittle transition temperature is affected by the selection of fabrication methods and welding procedures. Some published standards for design-allowable stresses for metallic materials do not differentiate between rimmed, semi-killed, fully killed hot-rolled, and normalized material, nor do they take into account whether materials were produced under fine- or course-grain practices. The vendor shpuld, therefore, exercise caution in the selection of materials, fabrication methods, and welding procedures for parts intended for services below 100 °F (38 °C).
注 :材料是否适合在低于韧性-脆性转变温度的条件下使用,受制造方法和焊接程序选择的影响。一些已公布的金属材料设计许用应力标准并不区分轧边(rimmed)、半镇定、全镇定热轧材料和正火材料,也不考虑材料是在细晶粒还是粗晶粒条件下生产的。因此,对于用于低于 100 °F (38 °C)的部件,供应商在选择材料、制造方法和焊接程序时应谨慎。
::: tip
解释:rimmed轧边,semi-killed半镇定,和fully killed(全镇定)是钢材成型过程中的不同氧化处理方法,其脱氧程度越来越高。normalized material为正火,前面解释过了。
:::
6.12.4.3 The purchaser shall specify whether ASME BPVC, Section VIII, Division 1 or EN 13445 (all parts) shall apply with regard to impact-testing requirements.
对于冲击试验要求,买方应说明是适用 ASME BPVC 第 VIII 节第 1 分节还是 EN 13445(所有部分)。
::: tip
解释:冲击试验,钢材的韧性会随着温度的降低而降低,导致脆性断裂的风险增加。因此,钢材冲击试验可以评估钢材在低温下的安全性和可靠性,为钢材的选择和使用提供依据。
:::
6.12.4.4 The governing thickness used to determine impact-testing requirements shall be the greater of the following:
用于确定冲击试验要求的标准厚度应比下述的厚度还要大:
a) nominal thickness of the largest butt-welded joint;
最大对焊接头的公称厚度;
b) largest nominal section for pressure containment, excluding:
最大公称截面厚度(承压的),不包括:
::: tip
解释:如下几条,要么是不承压的,要么增加的厚度有额外的用途
:::
structural support sections, such as feet or lugs,
结构支撑部分,如支脚或吊耳、
sections with increased thickness required for rigidity to mitigate shaft deflection,
增加厚度的截面(以提高刚度,减轻轴的挠度)
structural sections required for attachment or inclusion of mechanical features such as jackets or seal chambers;
用于连接或包含机械特征(如夹套或密封腔)的结构部分的名义厚度;
- c) one-fourth of the nominal flange thickness, including parting flange thickness for axially split casings (in recognition that the predominant flange stress is not a membrane stress).
名义法兰厚度的四分之一,包括轴向剖分泵壳的剖分法兰厚度(考虑到主要的法兰应力不是膜应力)。
6.12.4.5 If ASME BPVC, Section VIII, Division 1 is specified (see 6.12.4.3), the following shall apply:
如果规定了使用 ASME BPVC 第 VIII 节第 1 分部(见 6.12.4.3),则应适用以下规定:
- a) all pressure-retaining steels applied at a specified minimum design metal temperature below -20 °F (-29 °C) shall have a Charpy V-notch impact test of the base metal and the weld joint unless they are exempt in accordance with ASME BPVC, Section VIII, Division 1, UHA-51;
所有在指定的最低金属设计温度低于-20 °F (-29 °C)下使用的承压钢,必须对母材和焊点进行夏比 V 型缺口冲击试验,除非它们根据 ASME BPVC, Section VIII, Division 1, UHA-51, 可豁免;
::: tip
解释:由此可见,API610规定,如符合ASME BPVC标准,温度小于-29℃必须进行冲击试验。大于-29℃的需要根据情况看是否需要冲击试验。
:::
- b) carbon steel and low-alloy steel pressure-retaining parts applied at a specified minimum design metal temperature between -20 °F ( -29 °C) and 100 °F (38 °C) shall require impact testing as follows:
在规定的最低金属设计温度 -20 °F (-29 °C)至 100 °F (38 °C)之间使用的碳钢和低合金钢承压部件,必须进行如下冲击试验:
impact testing is not required for parts with a governing thickness of 1 in. (25 mm) or less;
主导厚度为 1 英寸(25 毫米)或以下的部件不需要进行冲击测试;
impact testing exemptions for parts with a governing thickness greater than 1 in. (25 mm) shall be established in accordance with ASME BPVC, Section VIII, Division 1, UCS-66. Minimum design metal temperature without impact testing may be reduced as shown in Figure UCS-66.1. If the material is not exempt, Charpy V-notch impact test results shall meet the minimum impact energy requirements of ASME BPVC, Section VIII, Division 1, UG-84.
主导厚度大于 1 英寸(25 毫米)的零件,应根据 ASME BPVC 第 VIII 节第 1 分节 UCS-66 确定冲击试验豁免。如图 UCS-66.1 所示,无需冲击试验的最低金属设计温度可降低。如果材料不在豁免之列,夏比 V 型缺口冲击试验结果应符合 ASME BPVC 第八节第 1 分部 UG-84 的最小冲击能量要求。