9.2.1 压力泵体
9.2.1.1 轴向剖分泵体可采用组合垫片或金属对金属的接合面,卖方的投标书中应指明要提供哪一种接合面。
9.2.1.2 使用温度低于150℃(300℉)的泵,可采用底脚安装。
9.2.1.3 对于轴向剖分壳体泵,应设置吊耳或用于吊环联接的螺纹孔,仅以吊起泵壳的上半部,应采用标签来标识。起吊装配好的设备的方法应由卖方规定(见附录L)。
9.2.1.4 ●如果有规定,建议的接口设计在制造前应提交买方批准。图纸应标出焊缝设计、规格、材料、以及焊前和焊后的热处理。
9.2.1.5 ●如果有规定,应对BB3和BB5泵的空间流道进行声学分析并报告给买方。声学分析应记载泵壳内空间流道长度、在工作温度和压力下泵送流体的声速、对应空间流道长度和声速计算的半波频率、泵中叶片和泵壳产生的叶片通过频率。当空间流道里有一个或更多的半波频率与泵叶片通过频率发生共振,那么就应评估声学共振响应。
9.2.2 转子
9.2.2.1 多级泵叶轮应在正常的水推力方向上沿轴分别用轴肩或对开卡环来定位。
9.2.2.2 叶轮间隙配合的转子应采用机械的方法限制叶轮在正常水推力的相反方向移动不大于0.75 mm(0.030 in)。
9.2.2.3 ●如果有规定,应采用机械的方法限制叶轮过盈配合的转子在正常水推力的相反方向移动不大于0.75 mm(0.030 in)。
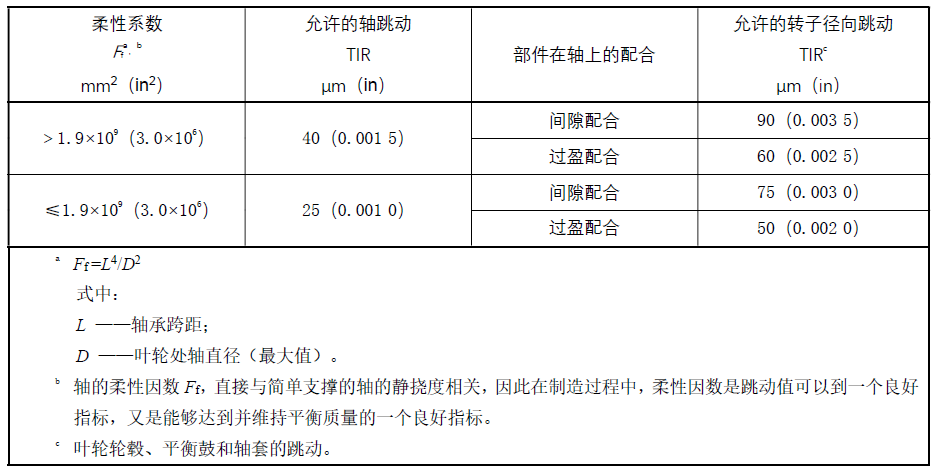
9.2.4 将轴或转子相邻轴承的位置支承在V形铁或台辊上,测得的轴和装配好的转子的径向跳动应在表17给出的限定值范围内。
9.2.3 运转间隙
9.2.3.1 所有的级间部位处都应装设可更换的泵壳体衬套和级间轴套或等效的零件。
9.2.3.2 轴向推力平衡部件或介质润滑的内部轴承部件等有关的运转间隙可采用制造商的标准,与本文件(见6.7.5)偏离的这些间隙要在报价单中注明并得到买方批准。如果制造商的标准间隙是基于显示优良耐磨特性的材料组,报价单中应列出支持的数据。
==表1 轴和转子跳动要求==
9.2.4 动力学
9.2.4.1 横向分析
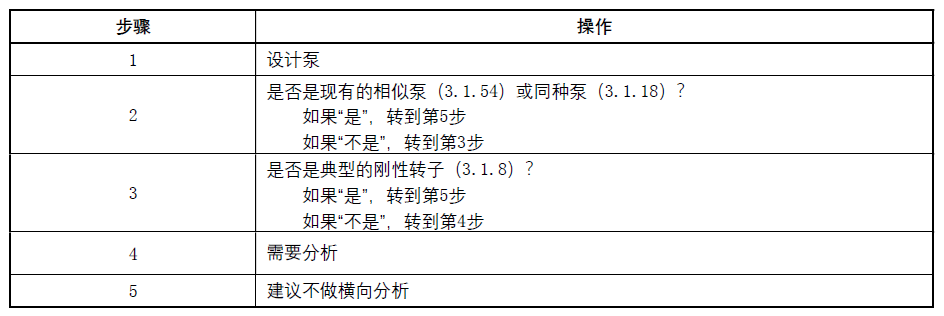
9.2.4.1.1 除非另有规定,一台泵的转子是否需要进行横向分析应采用表18规定的流程来确定。
9.2.4.1.2 ●如果用户规定或根据9.2.4.1.1流程规定,横向分析应按附录I进行,并依据I.1.2~I.1.5进行结果评估。
::: warning
注:根据泵的设计,多级泵和高速泵的第一或第二横向湿临界转速可能会和工作转速重合,特别是当内部的间隙随着磨损而增大时。横向分析能够预测出是否可能发生这种重合,以及由此引起的振动是否是可接受的。
:::
==表18 转子横向分析的判断逻辑==
9.2.4.2 转子平衡
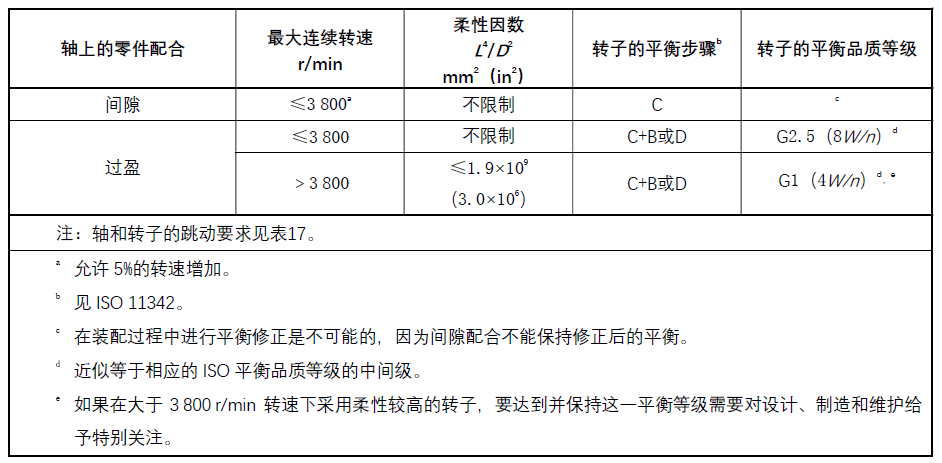
9.2.4.2.1 下列类型的转子应以低速做双面动平衡,平衡品质等级要求见表19。
- a) 多级泵(3级或3级以上)。
- b) 最大连续转速大于3 800 r/min的单级和两级泵。
9.2.4.2.2 转子装配和平衡修正的顺序应符合ISO 11342的规定。做平衡时,转子不包括泵半联轴器或机械密封的旋转部件。
::: tip
注:表19给出的ISO 1940-1 G2.5级,适用于所有3 800 r/min转速的过盈配合转子。这是基于两个因素:
- 在3 800 r/min时,平衡等级G2.5的上限所产生的不平衡力仅为转子重量的10%,意味着不平衡对转子工作时的形态不会有任何实质性的影响;
- 对于柔性高的转子(见表17),要达到并保持平衡等级G1所必需的转子直线度是不切实际的。
注2:与平衡等级G1有关联的质量偏心距是很微小;例如在3 800 r/min工作时,最大偏心距为2.5 μm(0.000 10in)。会出现下列两种结果:
- 要把部件平衡到好于G2.5(见6.9.4.1)是不切实际的,因为安装部件时,心轴就会实际上发生了变化;
- 无序列表如果转子在平衡机上被扰动偏离其位置,或者转子拆卸后并重新装配,平衡量可能无法被验证。但是,进行一次残余不平衡量检验来验证平衡机的精确度通常是可能的。
:::
==表19 转子平衡要求==
9.2.4.2.3 为了平衡转子,任何键槽都应用增高的半键完全填充。
9.2.4.2.4 如果把转子当作一个装配件来平衡,应进行一次残余不平衡量检验。检查应按照附录J中给出的方法,在转子完成最终平衡之后进行。在装配好的转子进行最终平衡过程中,所有使用的半键质量和位置都应记录在残余不平衡量工作单上,作为“转子略图”的部分,或分别绘出略图并记录在附录J工作单的附件上。
9.2.5 轴承和轴承箱
9.2.5.1 如果提供,流体动压径向轴承应符合9.2.5.1.1~9.2.5.1.4的规定。
9.2.5.1.1 轴承应是便于装配的剖分型式,应精确镗孔,并且应是套筒式或轴瓦块式,装有钢壳浇铸巴氏合金层的可更换轴瓦衬、轴瓦块或衬垫。轴承应装防转销,并在轴向上应可靠固定。
9.2.5.1.2 轴瓦衬、轴瓦块或衬垫应装在轴向剖分的轴承箱内,并且更换时应做到不必拆卸壳体的任何部分或拆除半联轴器。
9.2.5.1.3 轴设的计承能防止前后倒装,又能避免上下倒装,或两者兼有。
9.2.5.1.4 如果轴材料含有10%以上的铬,且轴颈表面线速度高于20 m/s(65 ft/s),则轴颈应镀铬硬化、涂层硬化,或安装碳钢轴套。
::: tip
注:这种设计的目的是避免轴承产生金属丝绒损伤。
:::
9.2.5.2 流体动压推力轴承应符合9.2.5.2.1~9.2.5.2.5的规定。
9.2.5.2.1 推力轴承应是钢制衬背、浇铸巴氏合金的多个扇形块式的,设计应能承受两个方向相等的推力,其布置应能对每侧进行连续的强制润滑。两侧应安装自动调心的可倾瓦,在瓦块厚度方向有个微小变化时,能保证每个瓦块承受相同的推力。
9.2.5.2.2 推力盘应是可替换的,应以过盈配合的形式安装在轴上以防止微振,并确保锁紧以防止轴向移动。
9.2.5.2.3 推力盘两侧表面的表面粗糙度Ra应不大于0.4 μm(16 μin),并且在安装后,两面中任何一面的轴向总指示跳动值都不应超过13 μm(0.000 5 in)。
9.2.5.2.4 推力轴承应按最大连续施加的负荷(见6.10.1.2)来选定尺寸。在这样的载荷和对应的转速时,应满足下列参数:
- a) 8 μm(0.000 3 in)的最小油膜厚度;
- b) 3 500 kPa(35 bar;500 psi)的最大单位压力(载荷除以面积);
- c) 130℃(265℉)的最大巴氏合金表面计算温度。
::: warning
注:基于轴承极限承载能力,上述给出的限值对应两个或更多中的设计因素。计算出的巴氏合金表面温度是设计值,不能代表在这样的工况下实际巴氏合金温度。满足上述准则的轴承规格在工厂试验和现场使用时,要具有下列允许的金属温度(见6.10.2.7):
- 用水进行工厂试验和在现场正常工作时的温度:93℃(200℉);
- 现场报警或跳闸温度:115℃(240℉)。
:::
9.2.5.2.5 推力轴承的布置应使得每个转子相对于泵壳轴向定位,允许调整轴承间隙或预负荷。
9.2.5.2.6 ●如果有规定,推力轴承设计和规格应由买方审查和批准。
9.2.5.3 如果进口润滑油温大于50℃(120℉),轴承设计、供油量和允许温升等应特殊考虑。根据止推盘的转速和润滑方法,轴承制造商应推荐推力轴承的润滑油出口布置。轴承箱上的润滑油管接口应符合7.6的规定。
9.2.5.4 轴向剖分式轴承箱应有金属对金属的剖分接合面,两个半箱体采用圆柱销定位。
9.2.6 润滑
9.2.6.1 ●如果有规定,或者由卖方建议并经买方同意,应提供一套强制润滑系统,以合适的压力向泵轴承、驱动机以及任何其他被驱动设备(包括齿轮箱)供油。
9.2.6.2 外部强制润滑系统应符合API 614的要求。按本文件所供货设备最低可接受的系统应符合API614(第4版)定义的设计等级和编码:润滑系统安装在泵底座为II-P0-R1-H0-BP0-C1F2-C0-PV1-TV1-BB0;独立安装油站系统为II-P0-R1-H0-BP1-C1F2-C0-PV1-TV1-BB0。对这种润滑系统,应提供数据单。
9.2.6.3 如果从一个公用系统向两个或更多设备(如泵、齿轮箱和电动机)供油,油的特性应适合于所有的供货设备。具有机组责任的卖方应得到来自买方和其他设备卖方对润滑油选择的认可。
::: tip
注:公用供油系统中通常所用的润滑油是矿物(烃类)油,根据ISO 3448中规定,相当于ISO 32级~68级。
:::
9.2.6.4 ●如果有规定,强制润滑系统应符合API 614的要求。对于这种润滑系统,应提供数据单。
9.2.7 试验
9.2.7.1 对于强制润滑轴承,试验台用油和油过滤器下游侧系统部件的应满足API 614规定的清洁度要求。
9.2.7.2 所有购买的振动探头、传感器和振荡解调器应在试验过程中使用。如果卖方不提供振动探头,或者如果购买的探头与工厂的读出装置不兼容,应使用满足API 670准确度要求的工厂探头和读出装置。用这样的仪器测得的振动应成为泵验收或拒收的依据。
9.2.7.3 经买方批准,在试验单级双吸泵时,可装配成与合同中的泵和驱动机总体布置不同,即从泵的相反端驱动。完成最终装配后不需要重新试验。如果需要的话,这种布置应在报价单中说明。
::: tip
注:有时需要这样布置来适应试验台管路的限制。
:::
9.2.7.4 ●如果有规定,在完成性能试验后,应拆卸流体动压轴承,由买方或其代表进行检查,并重新组装。最终装配完成后不需要重新试验。
9.2.8 发货准备
9.2.8.1 如果订购一套备用转子或组合体,应准备好在无采暖的室内存放至少3年。存放准备工作包括转子应采用防腐剂处理,并且放在一个装有缓慢释放气相缓蚀剂的防潮填充套内。转子和组合体应按规定的发运方式用箱子包装。转子应架在支架上,与支架之间有厚度至少3 mm(0.12 in)的弹性材料(但不是铅、TFE或PTFE)隔离;支架不应位于转子的轴颈处。组合体的转子应固定,以防止在定子内移动。
9.2.8.2 ●如果有规定,备件转子和集装组合体应准备处于立式存放状态。转子应在其联轴器端用一个不会损坏轴的,能承受1.5倍转子重量的夹具来支撑。集装式组合体应用壳体盖来支撑(转子吊挂在其推力轴承上)。
9.2.8.3 ●如果有规定,应提供转子和集装组合体立式安装型式的发运或存放包装箱。
9.2.8.4 ●如果有规定,发运和存放的包装箱应设计成在存放期间允许使用惰性气体保护。