6.8.1 泵应配有符合API 682规定的机械密封系统和密封系统。泵和密封接口面尺寸应符合本文件表7和图26。买方应规定需要的集装密封。
6.8.2 集装密封的拆装应不移动驱动机。
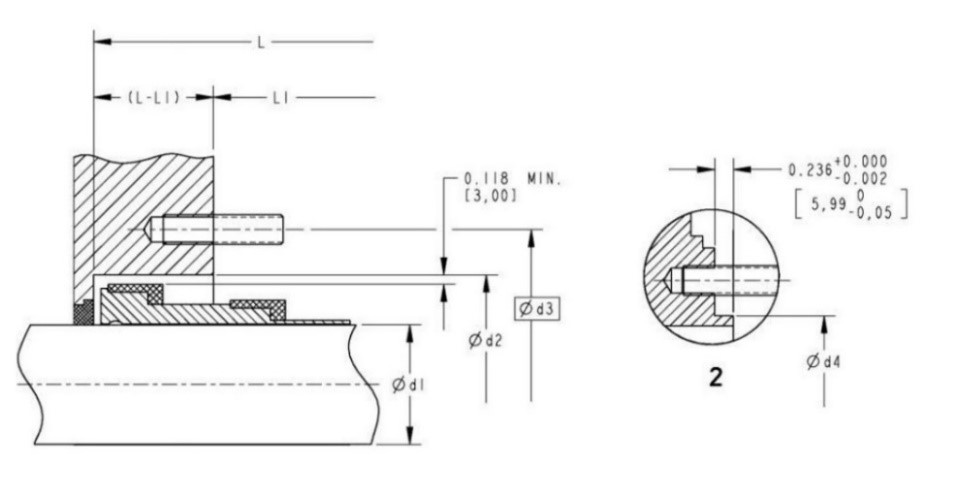
6.8.3 密封腔的尺寸应符合图26和表7的规定。对法兰和泵压力等级超出6.3.6中最小限定值的泵,可增大压盖的双头螺柱尺寸及中心圆直径。只有在需要满足6.3.4中的应力要求,或充分压缩缠绕垫以符合制造商技术条件的情况下,应提供更大的螺柱。
==a) 单端面密封==

==b) 双端面密封==
::: tip
1——压盖双头螺柱(4个);
2——任选的压盖外止口;
l——至最近障碍物总长;
l1——密封腔表面至最近障碍物长度。
:::
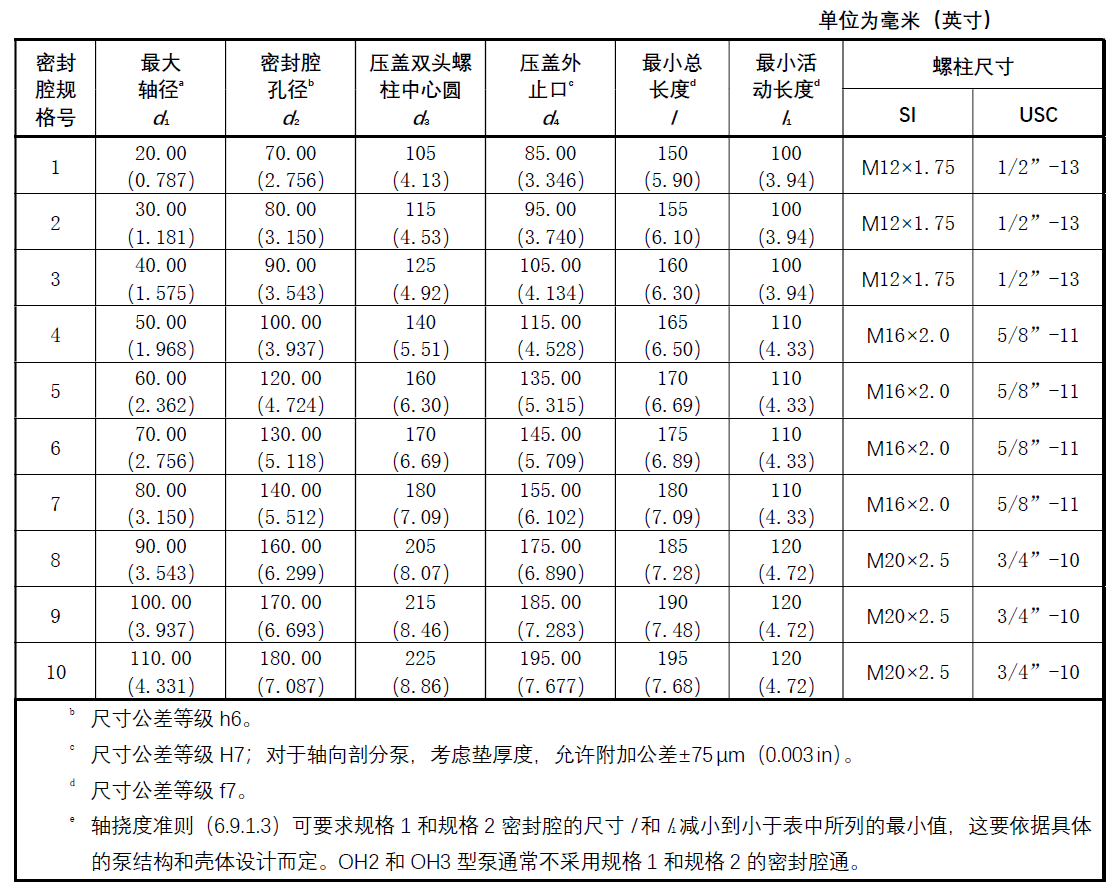
==表7 密封腔、密封压盖附件和集装机械密封轴套标准尺寸==
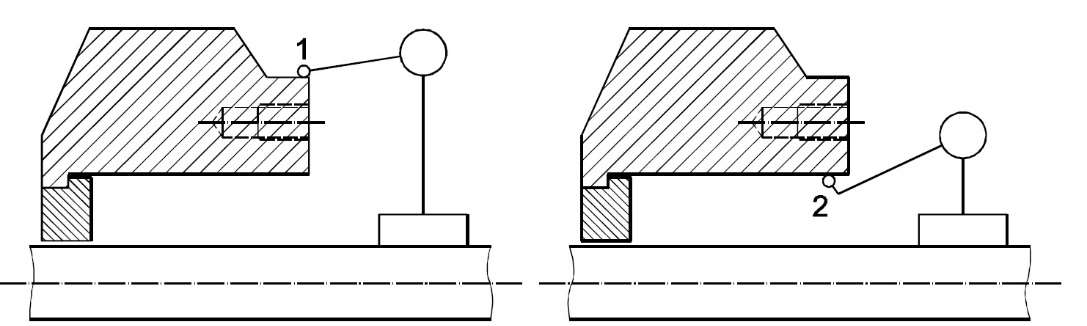
6.8.4 密封压盖和/或密封腔应采用内径和/或外径的止口配合对中。止口配合表面应与轴同心,并且总指示器跳动不大于125 μm(0.005 in)(见图27)。不允许采用密封压盖螺栓来对中机械密封部件。考虑到轴承内部游隙,悬臂泵TRI测量要在立式状态进行。
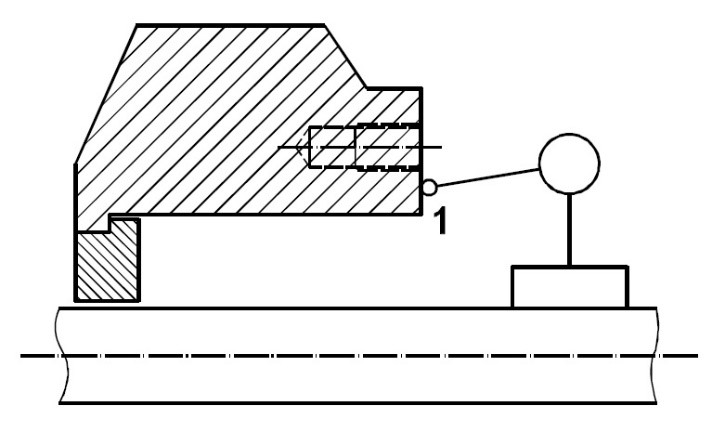
6.8.5 密封腔相对轴中心线的的端面跳动(TIR)不应超过0.5 μm/mm(0.0005 in/in)(基于密封腔内孔直径)(见图28)。
==图27 密封腔同轴度==
::: tip
1——外径配合止口测量位置;
2——内径配合止口测量位置。
:::
==图28 密封腔端面跳动==
::: tip
1——端面跳动测量位置
:::
6.8.6 密封压盖和密封腔的配合端面处应安装一个防止挤出的受约束的垫。对于金属对金属连接面,此垫应是可控制压缩类型垫,如O形圈或缠绕垫。如果空间或设计限制使得这一要求无法实现,替代的密封压盖设计应提交买方批准。
6.8.7 规定的密封以及泵接口应采用耐久的标识符号(例如刻、铸或化学蚀刻)在组件上标记。符号应符合API 682的规定。
6.8.8 密封压盖和密封腔上应仅提供密封冲洗方案中要求的那些接口,额外的空置接口应按6.4.3.7规定堵住。
6.8.9 如果有规定,在靠密封腔中心的位置应设置垂直向上的冲洗孔。冲洗孔的设计应符合泵壳辅助接口要求(见6.4.3)。
6.8.10 应采取措施确保密封腔完全排气。
6.8.11 如果有规定,密封腔应提供加热用夹层腔。对于高熔点产品,加热要求应由买方、卖方和密封制造商共同商定。
6.8.12 除发货时不安装驱动机的立式悬吊泵外,所有泵的机械密封和压盖在发货前应安装在泵上,并且应清理干净,准备好投入最初的使用。如果密封在现场需要最终的调整和安装,卖方应附上金属标签警示这一要求。
6.8.13 买方和卖方应共同商定预期在密封腔里产生的最大静态和动态密封压力,密封制造商应在API682机械密封数据单中标明这些数值(见3.1.24 和3.1.26)。